
Зависимости (5.4) — (5.6) показателей точности обработки при наружном врезном шлифовании от режимов резания могут быть использованы для оптимизации процесса.
В первом случае задача состоит ь том, чтобы найти такую совокупность значений режимов шлифования (независимых переменных Хг), при которой показатели точности обработки (зависимые параметры г/,) .принимают экстремальные значения. На себестоимость и производительность шлифования не накладывается никаких ограничений. При этом рассматривается следующая система исходных зависимостей:
Уъ— Ф2 (М> ■ і ^n)> Уч— с2>
Уз= ФзС^Ь -^21 • — • ; Яп), Уз~СЗі
………………………………………….. (5.7)
Ут—1 ~Фго—1 (Хь Мт — — • . Мі)? У т-1—Cm—I 1 Уі = фі(*Ь *2. — Хп)-э-1ШП
При т^п, где т — количество показателей качества деталей, ап — количество рассматриваемых техноло-
гических факторов, система (5.7) ае имеет решения. В случае, когда m<n> задача оптимизации сводится ) к нахождению экстремума функции (п—т) перемен
ных:
Ух= • • • > (5.8)
полученной из исходной системы (5.7).
Задача оптимизации режима шлифования по критерию производительности состоит в отыскании совокупности величин факторов хи при которой выбранный критерий стремится к экстремуму, а на показатели і точности обработки деталей, определяемые полученны
ми зависимостями, заданы допустимые области их из — ; менения. В общем виде математическая модель опти-
[ мизации режима шлифования для этого случая пред
ставляет собой систему уравнений и неравенств:
Уі= Ф; (х,, х2, хп), о,< Уі< bh / = (1. 2, 3 т),
(5.9)
i=(, 2, 3, п)
F ~ F (хі, ха, х„)-»-min (max).
Для решения этой модели в зависимости от формы аналитических выражений, входящих в нее, применяются методы линейного или нелинейного программирования. Методы линейного программирования (симплекс-метод и его различные модификации) используются в тех случаях, когда модель (5.9) состоит из линейных уравнений и неравенств, представляющих условия задач и целевую функцию. Когда целевая функция или ограничивающие условия выражаются в виде уравнений нелинейной формы, оптимальное решение отыскивается с помощью методов нелинейного программирования.
При оптимизации по критерию производительности в качестве целевой функции может рассматриваться составляющая штучного времени обработки, обусловленная режимами резания, которая для случая наружного врезного шлифования может быть представлена в виде
Гд = —+*„■ (5-Ю)
s
 |
После замены переменных £„= х и s = у в выражениях ‘ (5.4) — (5.6) и преобразований получается следующее обобщенное уравнение связи:
ОцХ2+2аXtxy 4- а22(/2+ с:,х -}- сс2у — f а0=0, (5.11)
где ац, а12, а22, а2, аь а0 — коэффициенты, полученные в результате преобразования исходных зависимостей.
Математическая модель (5.9) с учетом целевой функции (5.10) и обобщенного уравнения связи (5.1.1) для случая наружного врезного шлифования имеет вид
^МГН
як с2,
R г (з і
 t = С4,
t = С4,
■Г1< ^ — Г2, ^5і
Уі^У^Уіг Уъ<^с8,
ссц. у2+2к12хг/ + а22г/2 + аіхиагу2 + а0
7,= (/y + — t->min
По модели (5.12) рассчитаны значения режимов резания (поперечная подача, продолжительность выхаживания), позволяющие обеспечивать при заданной величине припуска на обработку необходимые параметры
качества обрабатываемых деталей с максимальной производительностью. Пример расчетных значений оптимальных режимов бесцентрового врезного шлифования по критерию производительности обработки приведен в табл. 5.11. Алгоритм расчета представлен на рис. 5.24. В данном алгоритме при шаговой вариации величины
|
Рис. 5.24. Алгоритм расчета оптимальных режимов шлифования |
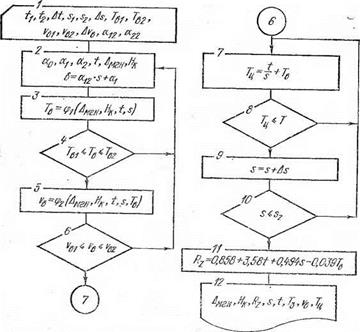
поперечной подачи s в рассматриваемом диапазоне ее изменения и фиксированной t предусмотрено определение значений продолжительности выхаживания tB и длительности рабочего цикла обработки Тц. При этом выбираются значения режима, которые соответствуют минимальной величине Тц и удовлетворяют требованиям по качеству обрабатываемых деталей.
[1] / ІД**—
S = І/ ———————- , ‘ (1.5)