
К полированию относят: 1) декоративное шлифование, выполняемое мягкими кругами, с наклейкой на периферийную поверхность твердых абразивных материалов; при этом виде обработки преследуется цель осветления поверхности без контроля формы и размеров; 2) полирование мягкими кругами с покрытием их пастами, преимущественно из мягких абразивов; при этом достигается высокий класс чистоты поверхности.
По данным И. В. Гребенщикова, полирование является не только механическим, но и химическим процессом, во время которого снимается оксидная пленка, образующаяся на обрабатываемом металле под воздействием кислорода воздуха и таких поверхностно активных веществ, как стеариновая кислота, входящая в состав пасты. Пленка срывается полировальником вследствие ее соединения с поверхностью полировальника, покрытого пастой.
При полировании металла под влиянием поверхностно-активных веществ, входящих в пасту, на поверхности металла также протекают адсорбционные явления, которые значительно облегчают удаление металла, как это было установлено П. А. Ребиндером.
В большинстве случаев полирования имеет место процесс, при котором снимается значительный слой металла (до 0,3 мм и больше), т. е. происходит процесс шлифования. Такое полирование применяют не только для отделки, но часто для достижения размеров, близких к требуемым. Механизм процесса такого полирования мало отличается от процесса шлифования. И в том, и в другом случае происходит главным образом срезание стружки, которому способствуют пластические деформации, возникающие под действием сил резания и повышения температуры на шлифуемой поверхности.
Назначение того или другого процесса при обработке деталей определяется условиями работы, конфигурацией детали и экономичностью. Очень часто последовательно применяют процессы шлифования и полирования.
Полированием может быть достигнута чистота поверхности
10— 12-го класса, причем за одну операцию чистота поверхности повышается на один-два класса. На время полирования оказывает влияние шероховатость исходной поверхности, что и надо иметь в виду при назначении технологического процесса.
Полирование кругами. Самым распространенным способом является полирование войлочными (фетровыми) кругами с накатанным абразивным зерном. Войлочные заготовки для кругов должны иметь одинаковую плотность, чтобы не было неодинакового растяжения их при работе и искажения формы круга, в результате которого полирование будет происходить с ударами и биением. Накатка зерна производится в два-четыре слоя, причем первый слой обязательно накатывается с применением мездрового клея, а последующие слои могут накатываться и с жидким стеклом. Для накатки первого слоя зерна жидкое стекло не применяют, так как оно плохо соединяется с войлоком, вследствие чего абразивные зерна при работе быстро осыпаются.
Накатку производят в два приема: сначала наносят слой клея, а затем на него слой зерна. Иногда накатывают абразивную массу, состоящую из смешанных и сваренных вместе абразивных зерен и клея (мездрового или рыбьего). Соотношение зерна и клея в массе берется в зависимости от желаемой жесткости полировального круга. Для жестких кругов используют больше зерна и меньше клея (6—8 весовых частей зерна и 3—4 весовые части клея); для более эластичных кругов берут обратное соотношение. Часто первый слой на круг накатывают из массы с отношением зерна и клея 4 : 6, второй слой с — соотношением 5 : 5 и третий с соотношением 6 : 4. Клей, применяемый для накатки кругов, дблжен храниться в сухом месте, так как при хранении в сыром месте он впитывает в себя влагу, быстро загнивает и теряет клеящую способность.
В зависимости от требуемого класса чистоты, свойств обрабатываемого металла и оставленного для полирования слоя выбирают зернистость и вид абразивного материала. Для полирования цветных металлов применяют круги из мягкого войлока. Стальные детали, изделия из камня, кожи и т. п. полируют кругами из жесткого войлока; алюминиевые детали полируют кругами из мягкого войлока, накатанными электрокорундом при скорости около 30 м/сек и небольших давлениях. Обычно войлочные круги применяют для достижения чистоты 8—9-го класса; в этих случаях выбирают абразивное зерно № 6—4.
Для достижения чистоты 10—12-го класса фетровые круги шаржируют пастой, изготовленной из зерен № 4—М28. Пасты
изготовляют из разных полировальных материалов: микропорошков корунда, карбида кремния, венской извести, крокуса (окиси железа), трепела, окиси хрома и др. Связующими веществами обычно являются воск, парафин, сало. Для усиления полирующего действия в пасту добавляют такие поверхностно-активные кислоты, как стеариновая и олеиновая. Так, грубая и средняя пасты ГОИ делаются со стеариновой, а тонкая со стеариновой и олеиновой кислотами.
В связи с высокой стоимостью и дефицитностью войлочных кругов в последнее время все шире применяют полировальные круги из текстильных материалов и бумаги. Текстильные круги делают из хлопчатобумажной ткани путем склеивания и спрессовывания отдельных сшитых секций. Такая ткань лучше сцепляется с клеем, чем обычная, вследствие чего круги, изготовленные из нее, имеют более высокую стойкость. В отличие от войлочных на текстильные круги первый слой зерна может наклеиваться жидким стеклом, так как ткань хорошо сцепляется с ним. Текстильные круги той же зернистости, что и войлочные, позволяют получать чистоту поверхности 7—8-го класса.
Бумажные круги изготовляют из сшитых и спрессованных вместе листов гладкой или гофрированной бумаги. Зерно накатывается на них при помощи силиката. Жесткость бумажных кругов позволяет применять их только для получения чистоты поверхности 6—7-го класса. Круги из гофрированной бумаги обладают большей эластичностью, чем из гладкой бумаги, и обеспечивают в силу этого менее шероховатую поверхность. Стойкость бумажных кругов выше, чем текстильных, а стойкость последних выше войлочных.
Перед нанесением зерна на круг его необходимо тщательно выправить и отбалансировать, чтобы избежать биения и неуравновешенности. Вес бумажных кругов того же размера обычно на 40—50% выше, чем войлочных, поэтому их надо балансировать с большей тщательностью.
Полирование из-за нулевой водостойкости мездрового и силикатного клея производится обычно всухую, вследствие чего сопровождается значительным пылевыделением и опасностью прижо — гов, особенно при снятии слоев металла 0,1—0,3 мм. В тех случаях, когда снимается слой толщиной в доли микрона, этот вид декоративной обработки часто называют глянцеванием. Он производится обычно при помощи жестких фетровых или хлопчатобумажных кругов, шаржированных тонкой пастой. В результате глянцевания достигается уменьшение шероховатости поверхности на один-два разряда. Исходная чистота поверхности обычно принимается 10—11-го класса. Зеркальная поверхность достигается при полировании пастой из окиси хрома, крокуса или трепела.
Для полирования криволинейных поверхностей, например канавок сверл и т. п., в последнее время все шире применяют гиб — 294
кие круги, обладающие эластичностью. Гибкие круги изготовляют на вулканитовой связке, в сосіаве которой уменьшается количество серы и увеличивается содержание актинапа. Эти круги изготовляют четырех степеней эластичности, проверяемой на приборе Джонса путем вдавливания шарика диаметром 1/8" под определенной нагрузкой (1 кГ):
Высокая Средняя Малая Жесткая
Степень и обозначение эластичности 1ГК 2ГК ЗГК 4ГК
Глубина лунки в мм… 0,18—0,15 0,15—0,12 0,12—0,08 0,08—0,06
Круги эластичностью ІГК и 2ГК изготовляют обычно из зерна электрокорунда № 16 и применяют в тех случаях, когда надо получить чистоту 9—10-го класса. Круги эластичностью ЗГК и 4ГК делают зернистостью 40 -25 и применяют для достижения чистоты поверхности 8—9-го класса и зернистости 50—40 для чистоты 7—8-го класса. Гибкие круги выпускают диаметром 70—500 мм, толщиной 6—75 мм и применяют для полирования различных деталей и инструментов со скоростью 18—20 м/сек.
При уменьшении зернистости шероховатость почти не уменьшается; с увеличением времени полирования шероховатость уменьшается; с увеличением давления резания круг перестает полировать, возникают вибрации и нагрев, что говорит о необходимости правки. Чем выше степень эластичности гибких кругов, тем больший достигается блеск поверхности. При полировании гибкими кругами обычно снимается припуск 0,005—0,015 мм.
Жидкостное полирование основано на принципе выбрасывания жидкости со скоростью 50 м/сек и выше, насыщенной абразивом; жидкость ударяется о гребешки обрабатываемой поверхности и частично снимает их, а частично заглаживает, вследствие чего характер профиля первоначальной поверхности резко изменяется. Выброс абразивной струи производится насосом высокого давления или под давлением сжатого воздуха из установок, напоминающих пескоструйные аппараты. В результате выброса абразивной струи с такой скоростью обрабатываемая поверхность подвергается ударам миллионов зерен в секунду.
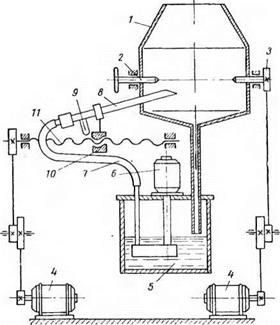
Схема установки для жидкостного полирования показана на рис. 84. Установка имеет камеру 1, в которой при помощи передней и задней бабок 2 и 3 или другим способом закрепляется обрабатываемая деталь, приводимая во вращение при помощи электродвигателя 4. Рабочая жидкость находится в. баке 5, из которого при помощи электронасоса 6 и гибкого шланга 7 подается в форсунку 8, в которую одновременно поступает и сжатый воздух по трубопроводу 9. Форсунка приводится в движение при помощи каретки 10 и винта подачи 11 электродвигателем или другим способом и имеет возможность наклоняться под нужным углом. Такой схемой обычно пользуются при работе с жидкостью, насыщенной микропорошками. При работе с жидкостью, насыщенной более
крупными частицами абразивов, бак снабжают смесительным устройством для непрерывного смешения абразивной жидкости, так как иначе часть абразивных частиц оседает на дно и состав жидкости получается неравномерно насыщенным, вследствие чего с обрабатываемой поверхности снимается неодинаковый слой. Конструкции применяемых установок различны и зависят от кон-
|
Рис. 84. Схема установки для жидкостной абразивной обработки металлов |
фигураций и размеров обрабатываемых деталей, метода подачи суспензии, величины давления, количества одновременно обрабатываемых деталей и т. п.
Жидкостное полирование, иногда называемое жидкостным хонингованием, особенно часто применяют при обработке деталей, имеющих сложную конфигурацию, для которых трудно или невозможно использовать другие методы чистовой отделки и очистки, например для отделки профильных штампов, форм для литья под давлением, сверл и другого режущего инструмента, а также при подготовке под гальванопокрытие, для очистки отливок и для декоративного полирования.
Обработка глубоких и особенно профильных отверстий вызывает обычно большие трудности. Методом жидкостного полирования можно обрабатывать отверстия длиной до 15 ж и больше 296
и при этом малых диаметров, получая чистоту поверхности 7-го класса и выше.
Таким образом, при жидкостном полировании являющиеся режущим инструментом абразивные зерна не связаны между собой, станком и деталью какими-либо жесткими связями.
Обрабатываемые детали перед процессом жидкостного полирования должны быть тщательно промыты для удаления с них загрязнений и жиров, что улучшает условия полирования. В зависимости от вида обрабатываемого материала для жидкостной обработки применяют зерно, порошки или микропорошки электрокорунда и карбида кремния. Для очистки обычно применяют абразивное зерно зернистостью до № 10 и для полирования зернистостью № 10—М5. Иногда для легких металлов применяют гранулированный кварцевый песок. В связи с тем, что твердость и прочность кварцевого песка значительно меньше, чем электрокорунда, его берут для достижения того же класса чистоты на две-три степени крупнее. Производительность при применении электрокорунда в несколько раз выше, чем при применении кварцевого песка.
Абразивная суспензия обычно составляется из 25—50 вес. частей абразивного зерна и 75—50 вес. частей содовой эмульсии, так что объемный вес жидкости равняется ~-2. Содержание в жидкости более 50% абразива допускается для мелких порошков и микропорошков (№ 5—М7), а для более крупных номеров зернистости не рекомендуется. Излишняя концентрация зерен в жидкости вызывает их удары друг о друга, что мешает их работе. Часто в жидкость добавляют ингибиторы для предотвращения коррозии и уничтожения жира и загрязнений на деталях.
Наиболее распространенной суспензией является водный раствор, содержащий 1—2,5% соды и 0,5% нитрида натрия на 65— 80% воды и 35—20% абразива по весу. Требуемый номер зернистости абразива выбирается в зависимости от класса чистоты исходной и требуемой поверхности. В табл. 45 приведены рекомендации Ш. М. Билика.
|
Таблица 45 Высота неровностей в зависимости от зернистости
|
Число зерен в суспензии и скорость ее подачи определяют число ударов и снимаемых стружек. По данным Ш. М. Билика, оно равно 2-Ю® — 25-10е в секунду.
Производительность жидкостного полирования зависит от давления воздуха и скорости струи, номера зернистости и концентрации абразива в жидкости, угла и расстояния установки сопла, конструкции соплового устройства, свойств обрабатываемого материала и т. д. Чем больше давление воздуха и скорость, крупнее зернистость, тем больше кинетическая энергия удара и выше производительность. Для каждой зернистости существует оптимальное давление воздуха. Оно колеблется в пределах 1— 10 кГ/см2. При зернистости абразива в жидкости М28—М20 наивыгоднейшим является давление воздуха 4 кГ/см2, при зернистости 10—12 давление 5—8 кГ/см2, т. е. чем крупнее зернистость абразива, тем выше давление воздуха. Давление жидкости не оказывает влияния на шероховатость поверхности. Вместе с тем превышение давления сверх указанного может вызвать, особенно при обработке вязких материалов, шаржирование обрабатываемой поверхности абразивным зерном, содержащимся в жидкости, а также увеличенный расход суспензии.
Оптимальное расстояние от отверстия сопла до обрабатываемой поверхности зависит от давления, конструкции сопла и других параметров и должно устанавливаться так же, как и угол направления струи, в каждом отдельном случае опытом. Сила удара струи
|
|
где у — плотность суспензии;
g — ускорение силы тяжести; v — скорость струи;
F — площадь поперечного сечения струи.
Таким образом, сила удара возрастает с увеличением скорости струи и уменьшением ее длины. Поэтому при полировании, особенно криволинейных поверхностей, следует сохранять расстояние от сопла до обрабатываемой поверхности наивыгоднейшим постоянным. Обрабатываемая поверхность не должна находиться в непосредственной близости от отверстия сопла, а примерно на расстоянии 50—100 мм. Так, по данным Венгерского института технологии машиностроения, наибольший съем металла получается, когда сопло находится на расстоянии 70 мм от обрабатываемой поверхности при угле падения струи 33° при обработке алюминия и при угле падения струи 40° в случае обработки стали.
Исследования В. И. Котова показали, что наивысшая производительность получается при расстоянии сопла от поверхности 50 мм, при угле расположения сопла 45° как при обработке алюминия, так и стали. Но так как шероховатость поверхности при 298
расположении сопла под углом 30° при полировании алюминия получается лучше, то для алюминия рекомендуется этот угол падения струи. По другим данным, оптимальное расстояние при обработке стали равняется 80 мм, а при обработке алюминия 100 мм, причем наивыгоднейшим углом направления струи является угол в пределах 15—45° и, в частности, для алюминия — угол в 45°. С увеличением угла выше 45° производительность резко уменьшается в связи с тем, что режущее действие частиц снижается. Также уменьшается съем и с увеличением расстояния положения сопла тем больше, чем больше это расстояние, что объясняется увеличением сопротивления, падением скорости струи и силы удара абразивных частиц. С увеличением размера зерен, а следовательно, и их массы сила удара возрастает и производительность съема повышается так же, как с увеличением концентрации зерен в жидкости.
 При зернистости № 16 величина снимаемого слоя металла в 2—
При зернистости № 16 величина снимаемого слоя металла в 2—
3 раза больше, чем при зернистости № 5 (0,004—0,005 мм). С увеличением твердости и хрупкости абразивных зерен съем металла увеличивается.
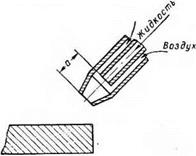
При жидкостном полирова — Рис. 85. Схема соплового устройства нии деталей из чугуна и цветных металлов рекомендуется брать меньшие углы и скорости струи. Производительность съема зависит также и от вида обрабатываемого материала; так, при обработке алюминия она выше, чем при обработке стали, в 2 раза.
Съем металла с обрабатываемой поверхности значительно выше при таком устройстве сопла, когда воздух идет по внутренней трубке, а жидкость по наружной. Однако для повышения износостойкости сопла в практике применяют такие устройства, в которых рабочая жидкость идет по внутренней трубке, а воздух по наружной (рис. 85). По данным В. И. Котова, максимальный съем металла получается, когда расстояние а = 110 мм. Для каждого отдельного случая полирования эту величину следует устанавливать опытом. Сопло для повышения его износостойкости следует делать из термокорунда или карбида бора. Равномерность съема повышается при применении таких сопловых устройств, у которых выходные отверстия имеют щелевидные, а не круглые сечения. Жидкостное полирование обычно ведут в две и больше операций, применяя на каждой последующей операции в зависимости от требуемого класса чистоты более мелкие зерна. При чистоте исходной поверхности 7-го класса зернистость абразива на первой операции следует брать не крупнее № 6—5. Максимальная чистота,
которую можно достигнуть при жидкостном полировании, при применении микропорошков М14—М10— 10—-11-го класса.
Производительность жидкостного полирования не выше производительности других видов полирования. Жидкостное поли-‘ рование не устраняет такие дефекты поверхности, как риски, но вместе с тем оно позволяет выявить трещины, раковины и т. п., образовавшиеся при предшествующей обработке, и создает такую поверхность, которая лучше удерживает смазку и этим обеспечивает их большую стойкость.
После жидкостного полирования на поверхности образуется наклеп, причем поверхность не имеет направленных следов обработки, прижогов, микротрещин; на этой матовой поверхности равномерно распределены углубления, что способствует вскрытию дефектов, которые не видны после обычного шлифования. Этот процесс повышает износостойкость, предел выносливости и стойкость деталей от коррозии. Так, по данным Э. А. Сателя и М. А. Елизаветина, износостойкость поверхности, полученной методом гидрополирования, повышается на 25—30% по сравнению с механическим полированием. Усталостная прочность стали, обработанной гидрополированием, повышается на 15%.