
Бесцентровое внутреннее шлифование используют в массовом и крупносерийном производстве для обработки отверстий диаметром 60—175 мм кругами диаметром 50—125 мм и шириной 32 -65 мм. Для обеспечения надлежащей концентричности дета-
|
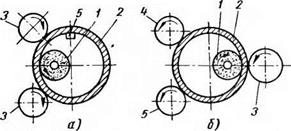
Рис. 64. Схемы бесцентрового внутреннего шлифования: / — круг; 2 — деталь; 3 — ведущий ролик; 4 — прижимной ролик; 5 — поддержка |
лей бесцентровое внутреннее шлифование выполняют обычно после наружного шлифования детали и шлифования ее торцов, в связи с чем наружная поверхность детали не должна иметь погрешностей обработки, а ее торцы должны быть строго перпендикулярны к поверхности.
Бесцентровое внутреннее шлифование производится на станках двух типов (рис. 64). На станке первого типа (рис. 64, а) шлифовальный круг 1 одновременно обеспечивает вращение и поддержку детали 2; на станке второго типа (рис. 64, б) шлифовальный круг не поддерживает деталь. На станках первого типа обычно осуществляется только предварительное шлифование, а на станках второго типа — чистовое шлифование. Бесцентровое внутреннее шлифование более производительно, чем обычное внутреннее шлифование, и обеспечивает большую точность, так как жесткость бесцентровошлифовальных станков выше.
Основные данные бесцентровых внутришлифовальных автоматов 6С85М, 6С86А1, 6С86АМ и 6С86БА1 следующие: диаметр обрабатываемых деталей 80—200 мм; диаметр шлифуемых отверстий
60—150 мм; высота шлифуемых деталей 20—80 мм, диаметр шлифовального круга 50- 125 мм; ширина шлифовального круга 32— 50 мм, скорость стола в м! мин при быстром отводе и подводе 5—10, при шлифовании 1 —10, при правке шлифовального круга 0,3—5; наибольшее перемещение стола 450 мм, поперечная подача суппорта в мм/мин: при быстром подводе и отводе 1—2 и 6 соответственно при черновом шлифовании 0,1—1, при чистовом шлифовании 0,06—0,5; наибольшее перемещение суппорта 60 мм; отскок шлифовального круга 0,1—1 мм; диаметр ведущего ролика 300 мм; число оборотов ведущего ролика в минуту 125; число оборотов шлифовального шпинделя в минуту 8000—18 000; наибольший угол конусности обрабатываемых деталей 20′; общая мощность трех электродвигателей 7,7 кет; мощность привода шлифовального круга 4,5 кет; габаритные размеры (длина X ширина X X высота) в мм: 2,36 X 1,45 >’ 1,9; вес 5000—5825 кГ.
На этих автоматах можно производить черновое, чистовое и доводочное шлифование как цилиндрических, так и конических отверстий с углом конусности 20°.
Бесцентровые внутришлифовальные автоматы имеют обычно загрузочные устройства для автоматического закрепления и снятия деталей, а также устройства для правки круга и измерения деталей в процессе шлифования. Детали зажимаются между тремя роликами: ведущим, поддерживающим и прижимным, так что центр шлифуемой детали расположен выше центра ведущего ролика. Иногда вместо роликов применяют неподвижные башмаки. Ролики не должны иметь биение больше 0,005 мм. Для придания ведущему ролику формы гиперболоида его шлифуют на том же станке кругом, имеющим диаметр, равный диаметру обрабатываемых деталей.
Бесцентровое внутреннее шлифование рекомендуется производить с максимально допустимой скоростью круга, так как с уменьшением скорости и диаметра круга, а также с увеличением числа оборотов ведущего ролика копирование дефектов наружной поверхности деталей увеличивается. Таким образом, точность обработки отверстия зависит от точности наружной поверхности. Для крепления деталей диаметром до 150 мм применяют также магнитные планшайбы. Точность обработки зависит также от правильной формы круга и установки детали, а также от угла поворота ведущего ролика, который обычно берется равным0,5—1°.