
Круги в основном применяют в процессах шлифования для обеспечения чистоты поверхности 7—8-го классов. Поэтому для правки этих кругов употребляются различные виды правящих неалмазных инструментов, называемых алмазозаменителями. К их числу принадлежат: круги и бруски из карбида кремния, твердосплавные диски, диски из термокорунда, стальные и чугунные звездочки, стальные ролики и др.
|
|
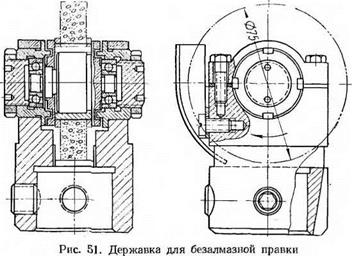
Правящие инструменты крепят в специальных державках, от конструкции, точности и жесткости которых зависит степень точности формы выправляемого круга. Такие державки типов Д075 и ДО40 показаны на рис. 51.
На безалмазпую правку требуется большая затрата энергии, чем на алмазную, что является результатом большей поверхности контакта между правящим инструментом и выправляемым кругом. При безалмазной правке происходит не только скалывание, но и раздавливание, а также вырывание зерен. Чем меньше величины поперечной и продольной подач, тем более заглаженной получается поверхность выправляемого круга, выше класс чистоты поверхности отшлифованной детали и меньше стойкость круга. Чем мельче зернистость шлифовального круга, тем меньше должна быть поперечная подача, меньшее число проходов требуется для правки круга, меньшие силы возникают при правке.
Величина сил, возникающих при безалмазной правке, в зависимости от вида правящего инструмента равна 12—30 кГ и больше. Большие силы и меньшая по сравнению с алмазом твердость алмазозаменителей вызывают их интенсивный износ в процессе правки 160
и меньшую точность формы выправляемых кругов. Чем тверже выправляемый круг, тем больше износ правящего инструмента, тем больше силы при правке.
Охлаждение при безалмазной правке должно быть обильным, для того чтобы смыть раздробленные частицы зерен и связки с поверхности и пор круга и не допускать попадания абразивной пыли в подшипники державки.