
Твердость круга должна быть подобрана так, чтобы абразивные зерна выпадали из тела круга или обламывались в момент затупления их режущих кромок, уступая место соседним работающим зернам и создавая новые режущие кромки у работающих зерен. При этом связка, соединяющая зерна, должна изнашиваться во время работы круга и способствовать своевременному выпадению зерен при повышении сопротивления резанию сверх того, которое является для данной твердости круга нормальным. Когда зерна круга во время не выпадают и перестают резать, расход мощности на шлифование повышается и круг начинает засаливаться. Если и 148
после увеличения давления резания зерна не выкрашиваются и не выламываются, то круг еще больше засаливается и в конечном итоге резание настолько ухудшается, что возникает дробление или прижог поверхности.’Это говорит о том, что крут не соответствует условиям работы по твердости и необходимо изменить условия или заменитт, круг.
 Из формулы (2) следует, что изме — g пение каждой из величин, входящих * в нее, влечет за собой увеличение или g- уменьшение толщины стружки. Так, ^ увеличение скорости круга при про — | чих постоянных условиях вызывает уменьшение толщины стружки (рис. (5 44) и наоборот. Следовательно, изменяя скорость круга, можно изменять с условия его работы. Чем меньше, f например, скорость круга, тем реже каждое из его режущих зерен будет встречаться с обрабатываемой деталью и врезаться в нее, тем длительнее будет время встречи, тем толще будет стружка, тем с большей нагрузкой будет работать каждое зерно. Таким образом, работа в этом случае будет тяжелее, чем при большей скорости круга и следовательно, условия для выкрашивания и выламывания зерен из крута будут лучше и круг будет вести себя как более мягкий.
Из формулы (2) следует, что изме — g пение каждой из величин, входящих * в нее, влечет за собой увеличение или g- уменьшение толщины стружки. Так, ^ увеличение скорости круга при про — | чих постоянных условиях вызывает уменьшение толщины стружки (рис. (5 44) и наоборот. Следовательно, изменяя скорость круга, можно изменять с условия его работы. Чем меньше, f например, скорость круга, тем реже каждое из его режущих зерен будет встречаться с обрабатываемой деталью и врезаться в нее, тем длительнее будет время встречи, тем толще будет стружка, тем с большей нагрузкой будет работать каждое зерно. Таким образом, работа в этом случае будет тяжелее, чем при большей скорости круга и следовательно, условия для выкрашивания и выламывания зерен из крута будут лучше и круг будет вести себя как более мягкий.
Высказываемое иногда мнение, что с увеличением скорости круга производительность тоже увеличивается, не вполне верно. Количество снятой в единицу времени стружки, т. е. производительность, зависит только от установленных подач. Увеличение и Скорость детали скорости круга, при сохранении про
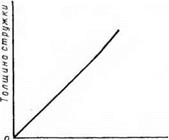
чих составляющих режима неизмен — Рис. 45. Влияние скорости де — ными, влияет на уменьшение шеро — тали на толщину стружки ховатостн поверхности, состояние поверхностного слоя шлифуемой детали, на уменьшение износа круга и очень мало на производительность. Увеличение скорости круга и подач обязательно вызывает повышение производительности. Увеличение скорости детали сопровождается некоторым возрастанием толщины стружки (рис. 45). С ростом толщины стружки растут и силы, действующие на каждое зерно, поэтому при большей скорости изделий круг будет быстрее изнашиваться, т. е. вести себя как более мягкий. Таким образом, регулируя скорость детали, можно изменять условия работы круга, его производительность и износ.
Утверждения отдельных исследователей, что скорость детали не влияет на интенсивность процесса шлифования, нельзя считать правильными. Наши опыты и работы других исследователей говорят о том, что с увеличением скорости детали производительность процесса повышается, хотя и не пропорционально увеличению скорости.
При разработке конструкций шлифовальных станков большое внимание уделяется созданию возможности регулирования скорости детали. Почти все круглошлифовальные станки имеют не менее восьми скоростей, а новые круглошлифовальные станки — бесступенчатые приводы скорости детали. Скорости стола станка имеют диапазон от 0,1 до 10 м/мин. Станки для внутреннего шлифования также выпускаются с большим числом ступеней оборотов детали. При окончательном шлифовании, когда толщина снимаемой стружки чрезвычайно мала, значение величины скорости детали уменьшается и изменения в производительности труда менее заметны.
Наибольшая производительность достигается при работе со средними скоростями детали, когда отношение скорости круга к скорости детали равно 1 : 50 или 1 : 60 и шлифование ведется среднемягкими кругами. Если при правильно выбранной скорости круг все же засаливается, то надо увеличить скорость детали или взять для данной работы более мягкий круг. Величина поперечной подачи, которую можно допустить при шлифовании, зависит главным образом от мощности станка. С увеличением поперечной подачи толщина стружки увеличивается и износ круга возрастает, т. е. круг ведет себя как более мягкий. Увеличение поперечной подачи вызывает большую шероховатость поверхности и опасность возникновения прижогов детали.
Таким образом, изменяя величину поперечной подачи, можно влиять на работу круга.
Как было отмечено, из весьма твердых абразивных материалов можно изготовить весьма мягкий круг, и наоборот. Чем тверже круг, тем дольше при одних и тех же условиях работы абразивные зерна остаются в его теле, дольше работают до полного затупления, выше производительность и стойкость круга. Чем меньше степень твердости круга, тем скорее зерна выпадают, часто оставаясь еще острыми. Особенно часто это явление наблюдается у карборундовых кругов. Руководствуясь этим, многие заводы применяют во всех случаях твердые круги, считая, что такие круги ввиду их малого износа наиболее выгодны. Более глубокий анализ показывает, что это не всегда так. Применение твердых кругов часто оказывается невыгодным, так как стойкость их бывает ниже, чем у более мягких, правиться они должны чаще, а следовательно, расход их больше. Не всегда выгодно применять также мягкие круги, хотя они имеют и много достоинств.
Выгоднее применять круги средней твердости (СМ2—С2); хотя они и изнашиваются быстрее, чем твердые, но имеют большую стойкость и меньше расходуется электроэнергии. Было установлено, что при шлифовании колец подшипников кругами ЭБ25К твердостью СМ2 минутная производительность повысилась в 3,2 раза, износ уменьшился в 7 раз, а расход мощности увеличился в 3 раза больше, чем при шлифовании кругами твердостью М3.
При выборе характеристики круга необходимо учитывать следующие рекомендации:
1. Для обдирочного шлифования нужно применять среднетвердые и даже твердые круги.
2. При шлифовании твердых металлов и сплавов следует применять мягкие и среднемягкие круги. Чем больше в твердом сплаве титана и меньше кобальта, тем он хрупче, тем мягче надо выбирать круг. Для сплавов ТК берут круги твердостью М2—М3, для сплавов ВК2—ВК.4 — круги твердостью М3—СМ1 и для сплавов ВК6—ВК8 — круги твердостью СМ1—СМ2.
3. При шлифовании вязких металлов и сплавов следует применять круги средней и среднетвердой степени твердости. Шлифование цветных металлов рекомендуется вести кругами среднемягкой и средней твердости.
4. Круги мелкой зернистости ведут себя как более твердые, поэтому при их применении следует выбирать более мягкие круги, чем при такой же работе крупнозернистыми кругами.
5. При работе на автоматических станках следует брать более мягкие круги (на одну-две степени), чем при такой же работе на станках с ручными подачами.
6. Чем тяжелее и устойчивее шлифовальный станок, тем спокойнее работает круг и можно использовать более мягкие круги.
7. При применении кругов из монокорунда вместо белого электрокорунда твердость их должна быть на одну-две степени больше.
8. При шлифовании на повышенных скоростях (50 м/сек) следует брать круг той же твердости, как и при шлифовании на обычных скоростях (35 м/сек). При скоростном врезном шлифовании следует применять круги на одну степень тверже, если применяют режимы, обеспечивающие такое же сечение стружки, как и при шлифовании на обычной скорости.
9. С увеличением размера зерен в круге при одной и той же степени твердости круг ведет себя как более мягкий.
10. С увеличением удельного давления степень твердости применяемых абразивных инструментов повышается (например, при хонинговании).
11. При применении кругов из белого электрокорунда вместо нормального твердость их надо брать на одну степень выше.
12. Круги на керамической связке одной и той же степени твердости с кругами на бакелитовой связке ведут себя, как более
твердые, что следует учитывать при их замене. Круги на бакелитовой связке следует брать на одну-три степени тверже, чем керамические.
13.При внутреннем шлифовании обычно выбирают круги средней степени твердости.
14. При плоском шлифовании лучше применять более мягкие круги. Чем больше контакт между крутом и деталью, тем мягче должен быть круг. Поэтому при торцовом плоском шлифовании используют более мягкие круги, чем при плоском шлифовании периферией круга.
15. Для шлифования тонкостенных деталей применяют более мягкие круги, а для шлифования прерывистых поверхностей — более твердые круги.
16.При шлифовании фасонных поверхностей выбирают круги с повышенной твердостью, так как при этом виде шлифования необходимо сохранить требуемый профиль круга.
17.Для шлифования всухую используют более мягкие круги, чем для шлифования с охлаждением.
18.Чем большие значения имеют параметры режима шлифования, тем более твердый должен быть круг.
19.При заточке режущих инструментов предпочтительно, во избежание нрижогов, применять мягкие и среднемягкие круги.
В каждом случае необходимо правильно взвесить и оценить все условия шлифования и только после этого выбрать требуемую характеристику и, в частности, твердость круга.