
Образование стружек при шлифовании так же, как и при точении, возможно только тогда, когда к абразивному инструменту приложены силы, способные преодолеть прочность шлифуемого
 материала. Вследствие отрицательных передних углов у зерен круга силы резания при шлифовании больше, чем при точении. Величина сил резания при шлифовании изменяется каждое мгновение в зависимости от количества, размеров и формы вершин зерен, вступающих в резание в данный момент. Чем р больше сечение одновременно сни — Рис. 39. Схема сил резания маемых стружек и их количество,
материала. Вследствие отрицательных передних углов у зерен круга силы резания при шлифовании больше, чем при точении. Величина сил резания при шлифовании изменяется каждое мгновение в зависимости от количества, размеров и формы вершин зерен, вступающих в резание в данный момент. Чем р больше сечение одновременно сни — Рис. 39. Схема сил резания маемых стружек и их количество,
т. е. чем тяжелее режим обработки и прочнее обрабатываемый материал, тем больше силы резания, возникающие в процессе шлифования. Величина сил резания, приходящихся на каждое зерно, зависит также от характеристики и размеров абразивного инструмента, от метода правки круга, вида правящего инструмента и т. п.
Максимально возможные силы резания при шлифовании лимитируются главным образом прочностью абразивных зерен, а также степенью твердости абразивных инструментов. В большин — 136
стве случаев фактически возникающие силы резания не превосходят прочности зерен и особенно прочности их закрепления в круге, вследствие чего и возникает необходимость его правки. Обычно абсолютные значения величин сил, возникающих при круглом шлифовании, находятся в пределах 10—50 кГ и редко их превышают. С увеличением сил резания величина эффективной мощности, затрачиваемой на шлифование, возрастает.
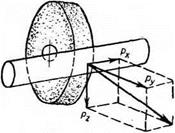
Развивающуюся при шлифовании силу Р можно разложить на силы: тангенциальную — Р2, радиальную Ру и осевую Рх (рис. 39).
В результате исследований установлено, что Ру >Р,>Р* и что отношение Ру : Рг меняется от 1,5 : 1 до 3 : 1, в зависимости от затупления круга. Чем затупление меньше, тем лучше работает круг и лучше самозатачивание; чем затупление больше, тем зерна хуже режут и преобладает трение скольжения.
Сила Ру возрастает с увеличением поперечной подачи и находится в прямой зависимости от нее, количества снимаемого металла и производительности. Пределом увеличения силы Ри является прочность круга и его зерен.
Анализ уравнений силы Рг, выведенных разными исследователями, показывает, что для каждого конкретного случая влияние отдельных факторов шлифования будет сказываться различно. Для случаев круглого наружного шлифования с продольной подачей выведены следующие уравнения силы Рг (табл. 20).
В уравнениях, выведенных другими авторами, показатели степени колеблются в еще больших пределах, особенно для vd и s.
|
Таблица 20 Уравнения для силы Рг при круглом наружном шлифовании по данным разных авторов
|
Из этих уравнений следует, что с увеличением vd, s, t и В силы резания возрастают. Фактическая толщина стружек, снимаемых при шлифовании, зависит от величины силы резания и от пропорциональной ей величины отжатия.
Приведенные уравнения получены для определенных условий шлифования. При других условиях их значения будут другими. Несмотря на это, проведенные работы по изучению сил резания позволяют сделать ряд общих выводов для всех случаев шлифования. В частности, можно утверждать, что с увеличением скорости vK тангенциальная составляющая силы резания несколько (на 10%) увеличивается, в то время как радиальная составляющая возрастает почти прямо пропорционально. При работе с охлаждением сила резания меньше, чем при работе всухую; при шлифовании с маслом силы резания в 2 раза меньше, чем при применении водных растворов. С уменьшением зернистости круга сила резания, приходящаяся на одно зерно, уменьшается, но вместе с тем суммарная сила резания увеличивается, так как число зерен на единицу длины возрастает пропорционально уменьшению степени зернистости. Радиальное давление, приходящееся на зерна, никогда не бывает постоянным, так как число одновременно режущих зерен все время меняется, так же, как и поверхность, занимаемая ими в единице площади. При малом радиальном давлении круг работает в условиях постепенного затупления, вследствие чего режущая способность его постепенно снижается и съем металла уменьшается. С повышением радиальной силы съем металла растет больше, чем величина силы, вследствие большего самозатачивания круга. Шлифование более твердыми кругами протекает обычно с большими силами резания. С увеличением расстояний между зернами, т. е. с увеличением номера структуры, сила резания, приходящаяся на одно зерно, возрастает, а суммарная сила резания уменьшается.
При работе карборундовыми кругами силы резания больше, чем при шлифовании электрокорундовыми кругами, что объясняется различной формой и остротой зерен карбида кремния и электрокорунда и большим количеством связки и, следовательно, повышением сил трения у кругов из карбида кремния. Зерна карбида кремния одинаковой степени зернистости при подобных режимах снимают более широкие стружки, чем зерна электрокорунда, что также вызывает рост силы резания. Величина силы резания тем больше, чем больше радиусы скруглений зерен. Силы резания растут с увеличением ширины круга, уменьшаются с увеличением скорости vK и возрастают с повышением удельного съема металла.
Чем тверже и прочнее обрабатываемый материал, тем больше силы резания, возникающие при его шлифовании. Так, при шлифовании деталей из металлокерамических сплавов, содержащих кремний, наблюдалось, что силы резания на 35—40% превосходят 138
силы резания, возникающие при шлифовании деталей из стали ЗОХГСА. При шлифовании деталей из жаропрочных сплавов шлифовальными кругами М25С1К с vK = 35 м/сек, vd = 35 м/мин и t — 0,2 мм! мин сила Ру = 20 кГ. В то же время при шлифовании с этими же условиями деталей из стали 45 сила Ру = 10 кГ. Шлифование деталей из жаропрочных сплавов сопровождается силами резания в 2—3 раза больше, чем при шлифовании деталей из конструкционных и легированных сталей.
р
При круглом наружном шлифовании отношение ~~ = 1,8 — ъ
-г- 2,3, причем оно больше всего зависит от характера обрабатываемого материала и высоты круга, с увеличением которой силы резания увеличиваются.
Очень большие силы резания возникают при накатке шлифовальных кругов для резьбошлифования. Особенно большие силы требуются при накатке кругов на бакелитовой и вулканитовой связках. Поэтому эти круги не рекомендуется применять для многониточного резьбошлифования по целому. Возникновение больших сил в этом случае объясняется высоким пределом прочности этих кругов при сжатии (до 1500 кГ/см2) и способностью связок до известных пределов деформироваться без разрушения. При шлифовании кругами на органических связках возникают большие силы резания, чем при шлифовании керамическими кругами.
Силы резания возрастают с затуплением зерен круга, с засаливанием круга и налипанием на него снимаемой стружки. В течение одного и того же процесса шлифования при постоянных режимах силы резания меняются. В начале процесса шлифования, когда вследствие упругих деформаций и отжатия системы фактическая глубина резания увеличивается, силы резания пропорционально растут. Затем при установившемся процессе силы резания некоторое время становятся более постоянными. При «выхаживании» силы резания падают и постепенно уменьшаются до нуля, т. е. до прекращения резания.
На изменение сил резания большое влияние оказывают метод и режим правки, при помощи которого создается та или иная геометрия поверхности круга. Чем тоньше правка, тем больше зерен участвуют в резании, тем больше силы резания. Сила резания зависит и от состояния шлифовального станка. Таким образом, величина сил резания, возникающих при шлифовании, зависит от всех элементов режима резания и от всех факторов шлифования. Одновременно с этим растет и мощность, расходуемая на шлифование.
При шлифовании деталей из твердых сплавов алмазными кругами на органической и на металлической связках силы резания меньше в 3—5 и 1,5—2 раза соответственно, чем при шлифо — фании кругами из карбида кремния. При шлифовании алмазными
кругами на органической связке силы резания в 2—5 раз ниже, чем при шлифовании кругами на металлической связке, при этом Ру больше Рг в 3—5 раз.
Силы резания при шлифовании алмазными кругами возрастают с увеличением глубины шлифования, поперечной и продольной подачи, особенно когда последняя свыше 5 м/мин. Силы почти не изменяются при зернистости алмазов № 16—6 и возрастают при зернистости мельче № 6, а также с уменьшением концентрации алмазов в круге, что объясняется возрастанием трения связки. Даже если зерна №5 выступают из связки на г13 своей величины, это означает, что при шлифовании с глубиной резания 0,01 — 0,02 мм связка круга трется о шлифуемую деталь. Увеличение сил при шлифовании алмазными кругами зернистостью мельче № 6 объясняется и тем, что число зерен, одновременно внедряющихся в твердый сплав, резко возрастает (у круга зернистости № 5 в 4 раза больше, чем в круге зернистости № 8), а следовательно, также растет и число снимаемых стружек, вследствие чего сопротивление резанию возрастает, особенно при работе кругами на металлической связке. Вместе с тем силы, приходящиеся на отдельное зерно, уменьшаются, вследствие чего износ кругов значительно снижается.
Величина сил резания зависит и от состава компонентов шлифуемого твердого сплава. Так, с увеличением в твердом сплаве кобальта силы резания возрастают.