
Т ЕП ЛООБРАЗО В А Н И Е
Производительность шлифования, качество шлифуемой поверхности и поверхностного слоя в значительной степени зависят от температурных условий, в которых протекает процесс шлифования. Прижоги, трещины, структурные изменения поверхностного слоя, выражающиеся в отпуске или вторичной закалке, коробление и другие деформации являются результатом высоких температур, возникающих на поверхности шлифуемой детали. Поэтому изучение теплообразования в этих условиях имеет большое значение.
Процессы шлифования близки к процессам трения и износа тем, что они протекают в условиях сильного тепловыделения от упругих и остаточных деформаций в результате той большой работы, которая совершается абразивными зернами, отделяющими громадное число стружек при значительных удельных давлениях. В работе трения определенную роль играет также связка, скрепляющая зерна между собой, которая хотя и не производит резание, но интенсивно участвует в теплообразовании.
Общее число стружек снимаемых периферией круга за один проход при круглом центровом шлифовании:
nDHnKipL
где L — длина шлифуемой поверхности в мм;
s — продольная подача детали в мм/об; пк и пд — число оборотов круга и детали в минуту;
D — диаметр круга;
Н — его высота;
ip — число зерен на 1 мм ширины круга.
Для того чтобы представить сабе, в течение какого времени происходит снятие стружки, нагрев шлифуемой поверхности, износ и остывание зерен круга, определим эти параметры для
конкретного случая шлифования кругом D = 500 мм, Н — 50 мм, при пк — 1400 об/мин, пд = 140 об/мин, L = 500 мм, s = = 20 мм/об и ір — 3.
![]()
![]() 3,14-I400-500-500-50-3
3,14-I400-500-500-50-3
140-20
Время, за которое каждое из зерен круга, расположенных в один ряд по ширине на его периферии, снимет стружку
Таким образом, чем больше скорость и диаметр круга, а также число зерен в нем, т. е. чем меньше его зернистость, тем меньше время, за которое снимается стружка. Влияние скорости детали на время ip чрезвычайно мало, поэтому в этой формуле оно не учтено.
Для круга диаметром 500 мм, зернистостью 25, т. е. при ір = 3, работающего со скоростью 1400 об/мин:
*р = 3714-500-1400-3 = °>°°00009 сек.
Каждое зерно за период стойкости работает время, измеряемое сотыми или десятыми долями секунды. Так, для данного примера при стойкости круга 30 мин каждое зерно фактически работает только 0,0378 сек, чем и объясняется весьма малый износ круга за период его стойкости.
т
Скорость нагрева vT — ~j~ град/сек, где Т — температура
шлифуемой поверхности. При Т = 1000° С vT ~ 1,11 X х 109 град/сек.
Возможное время для остывания каждого зерна
Для данного примера t0 = 0,0428 сек, т. е. в десятки тысяч раз больше, чем время нагрева. Фактически каждое зерно остывает почти с той же скоростью (несколько большей), с которой нагревается. Поэтому круг при шлифовании остается всегда холодным.
При снятии стружки с большой скоростью происходит деформация (уплотнение) шлифуемой поверхности, сопровождаемая трением, и возникает очень высокая температура. Так как каждая отделяемая стружка имеет чрезвычайно маленький объем, измеряемый тысячными долями кубического миллиметра, а время, за которое выделяемое при шлифовании тепло, поглощается стружкой, ничтожно мало, стружка зачастую нагревается до температуры, близкой к температуре плавления стали (HOODOO0 С), и частично сгорает.
При шлифовании деталей из титана стружка сгорает или спекается еще в момент ее отделения, при шлифовании деталей из стали — после отделения. Стружка весьма мала и потому, поглощая тепло, изменяется в цвете, оплавляется, сплавляется в шарики, распадается на отдельные частицы — искры и сгорает. Сгорание стружки происходит вследствие интенсивного окисления кислородом воздуха, содержащегося в металле углерода. Различные примеси, находящиеся в металле, определяют интенсивность окисления и нагрева стружки и изменяют форму пучка искр, что позволяет таким методом контролировать марку шлифуемого металла.
Имеется ряд специальных сплавов и металлов, при шлифовании которых искрения совсем не наблюдается (например, цинк, свинец, вольфрам, платина, золото, серебро, берилий и др.). Такие сплавы и металлы очень плохо шлифуются электрокорундо — выми кругами и несколько лучше мягкими кругами из карбида кремния. У большинства металлов теплопроводность с возрастанием температуры ухудшается. Только у алюминия и некоторых жаропрочных сплавов коэффициент теплопроводности с повышением температуры возрастает. При шлифовании с малой скоростью, например 0,5 м/сек (практически совершенно неприменяемой), время отделения стружки увеличивается и стружка не накаляется до красного каления и не сгорает; поэтому при шлифовании с такой скоростью искрообразования не происходит. Таким образом, в повышении температуры главную роль играет скорость резания.
При скорости 1 м/сек при прочих равных условиях шлифования стружка накаляется и часть ее отделяется в виде искр. В то же время при точении со скоростью 60 м/мин стружка не нагревается до такой температуры, что является результатом большего объема снимаемой стружки и лучшего, вследствие этого, теплообмена. Таким образом, вторым фактором, определяющим величину теплообразования и среднюю температуру стружки, является ее масса.
По данным Я — Г. Усачева, при точении быстрорежущими резцами со скоростью v = 10ч-20 м/мин в стружку уходит 60— 80% тепла, образующегося в процессе резания, причем с повышением скорости этот процент растет. Остальная часть тепла уходит в режущий инструмент (15—20%), обрабатываемую деталь (4—5%) и в. окружающую среду (1%).
При шлифовании, т. е. в условиях работьГс высокими скоростями (30—50 м/сек), когда основная работа затрачивается на преодоление сил трения, пока еще не установлено, какая доля общего тепла, возникающего при шлифовании, уходит в стружку, абразивный инструмент, деталь и окружающую среду. По данным различных исследований, в зависимости от режима шлифования И метода охлаждения в деталь уходит 20—80%, в шлифовальный
Ш
круг 9—13% тепла, образующегося при шлифовании, в стружку до 8%, в охлаждающую жидкость до 13%.
Увеличение нагрева пропорционально повышению твердости и плотности структуры металла шлифуемых деталей, увеличению глубины резания и уменьшению скорости детали.
Теплопроводность абразивных инструментов в десятки раз ниже, чем у металлов. Так, например, у наиболее распространенных абразивных инструментов из электрокорунда средней зернистости и средней твердости (40СМ) коэффициент теплопроводности X равен 1,7 ккал! (м-ч-град), у таких же инструментов из карбида кремния 3,35 ккал/(м-ч-град), у деталей из конструкционной стали50 ккал/(м •ч-град), удеталей из чугуна 40 ккал (м • наград). Поэтому абразивный инструмент нагревается значительно меньше, чем шлифуемая деталь.
Такой низкий коэффициент теплопроводности абразивных инструментов объясняется наличием в них пор, заполненных воздухом, у которого коэффициент теплопроводности 0,02 ккал!(м -ч-град). Поэтому Я, кругов падает прямо пропорционально росту пористости кругов. В зависимости от характеристики кругов и температуры шлифования X электрокорундовых кругов находится в пределах 0,2—0,3 ккал/(м-ч-град), X кругов из карбида кремния находится в пределах 0,3—8 ккал!(м-ч-град).
Жаропрочные сплавы, имеющие весьма малый коэффициент теплопроводности, плохо шлифуются, и в результате круги имеют низкую удельную производительность. Так, например, у сплава ХН77ТЮ X = 0,023 кал!(см-сек-град), т. е. в 4 раза худший, чем у стали 45 (Я = 0,11 кал/(см-сек-град), и к тому же сплав ХН77ТЮ имеет высокую микротвердость и склонность к налипанию стружки, что и определяет его плохую обрабатываемость и малую удельную производительность — в 10 раз ниже, чем у стали 45. Низкий коэффициент теплопроводности твердых сплавов, например у сплава Т15К6 X = 0,065 кал!(см-сек-град), также обусловливает их трудную обрабатываемость, несмотря на то, что они шлифуются кругами из карбида кремния, зерна которых имеют меньшие радиусы округлений и более высокий класс чистоты поверхности. Отсюда следует вывод, что между теплопроводностью и обрабатываемостью существует зависимость: чем ниже коэффициент теплопроводности, тем хуже обрабатываемость. Теплопроводность аустенитных сталей хуже, чем мартенситных.
На температуру поверхности детали и процесс шлифования оказывают влияние все факторы процесса шлифования: характеристика и размеры абразивного инструмента и особенно форма, углы и расположение зерен, режим работы, свойства обрабатываемого материала, размеры шлифуемой детали, охлаждающая жидкость, время шлифования и др. Комплексным фактором теплообразования является трение абразивных зерен и деформация 124
металла. С увеличением глубины и времени шлифования температура шлифуемой детали, как показали опыты Е. Н. Маслова, возрастает, что объясняется большим расстоянием между зернами, участвующими в этом случае в резании, и большим контактом их с обрабатываемой поверхностью.
С увеличением скорости шлифовального круга температура поверхности шлифуемой детали уменьшается, о чем свидетельствует опыт скоростного шлифования. Падение температуры вызвано тем, что с увеличением скоростей резания уменьшается время контакта между кругом и деталью и увеличиваются количество и скорость истечения охлаждающей жидкости. Таким образом, влияние скорости отделения стружки в данном случае локализуется этими факторами.
С увеличением твердости, уменьшением номера структуры и величины абразивных зерен в круге температура возрастает, так как при таких условиях шлифования в единицу времени снимается большее количество стружек, т. е. затрачивается большая работа, а на удаление затупившихся зерен твердого круга также необходимо затрачивать больше усилий. Увеличение размеров и скорости шлифуемой детали способствует более интенсивному отводу тепла. Это необходимо учитывать, особенно при шлифовании деталей из закаленных сталей, теплопроводность которых после закалки снижается, а также при шлифовании деталей из легированных сталей. Детали, имеющие меньшие диаметр и массу, хуже отводят тепло, и поэтому поверхности их больше подвергнуты опасности прижога и образованию трещин, а следовательно, и структурным изменениям шлифуемого поверхностного слоя металла.
Трещины являются результатом перегрева шлифуемой поверхности на 800—1000° С, причем глубина их на закаленных сталях примерно равна глубине слоя закалки. Трещины и при — жоги могут привести к увеличению хрупкости, потере ударной вязкости и усталостному разрушению. Причиной образования прижогов и трещин при шлифовании может явиться неправильная термическая обработка стали. Такие случаи наблюдались при обработке жаропрочных сплавов (ЖС-6). Внутренние напряжения в термически обработанных деталях из стали требуют осторожного шлифования. При несоблюдении этого условия возможно возникновение трещин. Чем больше нагрев поверхности и чем резче происходит ее охлаждение, тем выше напряженность поверхностного слоя, тем больше опасность появления трещин.
Прижоги являются результатом более высокой, чем это требуется, твердости кругов, их засаливания и вибраций, неоднородности структуры, неуравновешенности, а также большой глубины резания. Прижоги и трещины возникают главным образом на закаленных стальных деталях, имеющих высокую твердость и прочность, а также на деталях, изготовленных из металлов, имеющих низкую температуропроводность. Так, например, шли
фование деталей из жаропрочных сплавов, имеющих в отличие от других металлов низкую теплопроводность, происходит в условиях образования высокой температуры и плохого отвода тепла, вследствие чего и возникает опасность появления прижигав и трещин. Шлифование быстрорежущих сталей, имеющих меньшую теплопроводность по сравнению с углеродистыми, требует по этим же причинам большой осторожности и умения.
Прижоги, как правило, сопровождаются понижением твердости и износостойкости поверхностного слоя. При прижогах температура поверхностного слоя бывает настолько высокой, что образует вторично закаленный слой. Глубина этого слоя обычно не превосходит сотых долей миллиметра и зависит от условий и режима шлифования, характеристики круга и свойств обрабатываемого материала. Чем больше нагрев поверхности и резче происходит ее охлаждение, тем выше напряженность поверхностного слоя, больше опасность, появления трещин.
Иногда напряжения, возникающие при нагреве поверхности, настолько велики, что происходит коробление детали. Такие случаи наблюдаются особенно при плоском шлифовании тонких деталей.
Как показали исследования, особенно сильное влияние на глубину измененного поверхностного слоя оказывает скорость детали. Чем она меньше, тем выше опасность прижога и глубина измененного слоя, и наоборот. Поэтому при появлении в процессе шлифования прижогов и трещин прежде всего следует увеличить скорость детали.
Для снижения опасности возникновения трещин при шлифовании деталей из жаропрочных сплавов рекомендуют повышать скорости детали до 70 м/мин, что позволяет уменьшить время контакта между кругом и деталью и время действия мгновенной температуры, возникаемой при шлифовании.
Увеличение поперечной подачи, особенно внезапное, что иногда наблюдается при неисправных механизмах подачи, также способствует появлению прижогов и трещин. Увеличение скорости круга снижает глубину деформируемого поверхностного слоя.
Появление прижогов иногда вызывается разновысотностью расположения зерен, особенно в тех случаях, когда эта разновы — сотность неравномерна, вследствие чего происходит то большой, то малый съем металла. Опасность прижогов возрастает также с увеличением интенсивности снимаемого слоя и уменьшением диаметра шлифуемой детали.
Увеличение степени твердости круга, уменьшение размера зерен и номера структуры помогают образованию прижога и трещин.
Чем больше радиус скруглення у вершины зерен, тем выше температура при образовании стружки этим зерном.
Неоднородность твердости и неуравновешенность круга также могут явиться причиной возникновения трещин, особенно при
№
шлифовании закаленных быстрорежущих сталей. Иногда имеют место случаи возникновения прижогов и трещин при шлифовании одним и тем же хорошо до этого работавшим кругом, что некоторыми исследователями объясняется как результат изменения твердости круга под воздействием охлаждающей жидкости. В действительности же это является результатом неоднородности твердости круга.
Шлифование всухую и недостаточное охлаждение способствует появлению прижогов. Весьма чувствительны к нагреву и прижо — гам и потому требуют весьма интенсивного охлаждения стали с высоким содержанием углерода и хрома. При шлифовании деталей из чугуна прижоги бывают реже в связи с тем, что содержащийся в чугуне графит действует как смазка, уменьшающая износ зерен круга и защищающая поверхность детали от прижогов.
При недостаточном охлаждении трещины возникают даже чаще, чем при шлифовании всухую. Трещины образуются и вследствие резкого охлаждения детали.
Часто причиной появления трещин является шлифование деталей после азотирования. Поэтому детали, которые должны быть подвергнуты азотированию и шлифованию, следует сначала шлифовать, а затем азотировать и после этого хонинговать.
Увеличение ширины круга и продольной подачи вызывает рост теплообразования пропорционально количеству работающих зерен. Поэтому при работе широкими кругами не следует применять те же режимы, что и при шлифовании узкими кругами. При прочих равных условиях в этих случаях круги должны быть мягче.
Под воздействием высоких давлений и нагрева в процессе шлифования контактные поверхности обрабатываемого материала и зерен абразивных инструментов претерпевают некоторые физико-механические изменения. Для выявления этих изменений Г. В. Бокучава определял микротвердость зерен абразивных материалов в нагретом состоянии. Данные, полученные при помощи прибора типа ПМТ-3 с алмазным наконечником в виде четырехгранной пирамиды (табл. 19) показали, что особенно уменьшается микротвердость у карбида кремния.
При температуре 900° С твердость электрокорунда равна твердости карбида кремния, а твердость электрокорунда с добавкой окиси хрома даже выше, т. е. этот материал оказался более стойким при нагреве. Однако из этих данных нельзя сделать вывод о том, насколько и изменяется ли вообще твердость режущей поверхности зерен в процессе шлифования под воздействием мгновенного, происходящего в миллионную долю секунды, теплового удара. Зерна под воздействием нагрева изнашиваются быстрее, чем при его отсутствии. Однако мгновенный нагрев вызывает изменения твердости и ускорения износа зерен в такой же степени,
|
Таблица 19 Микротвердость абразивных материалов при нагреве
|
как при длительном нагреве. С увеличением скорости резания абразивного инструмента одной и той же твердости его износ уменьшается, хотя мгновенная температура при этом увеличивается.
Износ зерен в течение одного контакта с деталью
где п — число оборотов круга в минуту;
с — стойкость круга в минуту;
т — износ круга на сторону в мм за период стойкости.
Для круга, работающего при 1500 об/мин, имеющего с — — 10 мин и т — 0,05 мм, износ в течение одного контакта будет равен 0,000003 мм. Таким образом, если оплавление зерен в процессе шлифования и имеет место (в чем мы сомневаемся), то на износ их оно едва ли влияет.
Влияние смазочно-охлаждаю щей жидкости. Сухое шлифование все более вытесняется шлифованием с охлаждением. Его применяют при работе на обдирочно-подвесных шлифовальных станках, при плоском шлифовании на торцошлифовальных станках с вертикальным шпинделем, при заточке некоторых режущих инструментов, когда охлаждение мешает наблюдению, при отрезке и в некоторых других случаях. Производительность при сухом шлифовании обычно выше, а удельный съем металла в 3 раза ниже, чем при работе с охлаждением водными эмульсиями. Шлифование чугунных деталей во избежание коррозии также производится всухую. Во всех прочих случаях шлифование производится с охлаждением, так как снятие стружки при шлифовании сопровождается большим местным тепловыделением и нагревом детали, вызывающим высокие температурные местные напряжения, сильным измельчением стружки и забиванием пор круга, значительным пылевыделением вследствие износа круга и большим трением зерен круга и связки об обрабатываемый металл. 128
Применяемые при шлифовании жидкости должны: 1) обладать хорошими охлаждающими свойствами во избежание нагревания поверхностного слоя детали; 2) обладать смазочными свойствами для уменьшения трения при резании и снижения износа круга, для сохранения на более длительное время режущей способности круга и получения качественной поверхности изделий; 3) способствовать удалению из пор круга стружки и абразивной пыли, а также налипшего металла с зерен круга и уменьшению его засаливания. Охлаждающие жидкости могут также обладать свойствами, повышающими производительность шлифования.
Смазочно-охлаждающие жидкости не должны затруднять наблюдения за работой. Поэтому при чистовом шлифовании применяют обычно прозрачные жидкости, а при черновом — эмульсии.
Применяемые жидкости не должны: 1) разъедать и коррозировать детали станка и шлифуемые детали; 2) содержать вредные компоненты; 3) быстро портиться, загустевать и содержать выпадающие в виде осадков вещества, засоряющие поры круга; 4) загораться под действием искр, а также сильно вспениваться и нагреваться. Чем холоднее жидкость, тем лучше ее охлаждающее действие, поэтому, если это возможно, ее следует охлаждать в процессе работы.
Обилие смазочных веществ в жидкости может повлечь закупоривание пор круга и его засаливание, а следовательно, уменьшение стойкости и преждевременную правку круга.
Охлаждающее и смазочное действие так же, как и способность создавать прочные и термостойкие защитные пленки, предохраняющие зерна от износа и нагрева, у разных жидкостей различны. Оно тем выше, чем выше ее теплопроводность и теплоемкость. Так, у водного раствора хлористого натрия оно в несколько раз выше, чем у других водных растворов и масел. Однако применение этого раствора нельзя рекомендовать из-за коррозирующего действия. Теплопроводность масла в 4 раза хуже, чем воды, поэтому и жидкости на масляной основе обладают худшей охлаждающей способностью.
Вследствие значительной теплоемкости и прозрачности хорошей охлаждающей жидкостью должна бы была быть вода. Однако в чистом виде ее нельзя рекомендовать для охлаждения, так как она плохо смывает абразивную пыль и вызывает коррозию на шлифуемых деталях и частях станка.
Наиболее распространенными жидкостями, служащими для охлаждения и обладающими хорошей способностью поглощать тепло, являются водные растворы, содержащие небольшое количество кальцинированной соды, мыла и пр., водные эмульсии на масляной основе.
Так, при круглом наружном, внутреннем и плоском шлифовании деталей из инструментальных, конструкционных и легированных сталей применяют 1,5—3%-ный раствор эмульсола или соды с добавкой мыла. Хорошими охлаждающими жидкостями, применяемыми при шлифовании стальных и чугунных деталей, являются также водные растворы, содержащие: 0,8% кальцинированной соды и 0,25% нитрида натрия, или 0,5% соды и 0,5% нитрида натрия и 0,35% сульфофрезола, или водные растворы с добавкой 0,5—0,8% тринатрийфосфата и 0,25% нитрида натрия. Эти добавки даются для уменьшения поверхностного натяжения воды и тем самым повышения ее смачивающих и охлаждающих свойств. Чем меньше поверхностное натяжение охлаждающей жидкости, тем больше удельная производительность шлифования.
Нитрид натрия способствует образованию пленок, предохраняющих деталь от коррозии, и поэтому добавляется в охлаждающие жидкости. Недостатками этих жидкостей являются их ничтожное смазочное действие вследствие отсутствия у соды этих способностей, а при применении мыла еще и вспенивание. Повышение концентрации раствора не улучшает его охлаждающего действия и поэтому не рекомендуется.
Детали при охлаждении водными растворами с добавками, предохраняющими от коррозии, не получаются такого высокого класса чистоты, как при охлаждении масляными эмульсиями. При шлифовании кругами на бакелитовой связке содержание соды в растворе снижается до 0,5—1%, так как более крепкий раствор понижает прочность бакелитовых кругов. Содовые растворы, разрушающе действуют на окраску станков и оставляют белый налет на деталях. Поэтому вместо соды часто применяют триэтаноламин или тринатрийфосфат, обладающие антикоррозийными свойствами, хорошей смывающей способностью и повышающие режущую способность круга.
Для повышения стойкости режущей кромки круга и уменьшения шероховатости шлифуемой поверхности, например, при резьбошлифовании в качестве смазочно-охлаждающей жидкости применяют сульфофрезол, представляющий собой осерненное масло и обладающий хорошими смазочными свойствами и пониженными по сравнению с водным раствором охлаждающими свойствами.
Применение сульфофрезола при резьбошлифовании повышает стойкость круга в 1,5 раза. Теплопроводность сульфофрезола в 15 раз меньше, чем воды, вследствие чего шлифуемая деталь нагревается больше, чем при охлаждении водными растворами. При добавке в сульфофрезол 10%-ного дизельного топлива нагрев значительно уменьшается. При применении такой смеси для охлаждения при шлифовании жаропрочных сплавов износ круга резко уменьшается и удельная производительность возрастает на 20—35%.
Смазочное действие жидкости проявляется в том, что на шлифуемой поверхности металла и абразивных зерен образуется пленка этой жидкости, препятствующая засаливанию круга (налипанию) и уменьшающая трение между кругом и деталью, а следовательно, снижающая величину сил, возникающих при шлифовании. К таким жидкостям, помимо названных выше, относится керосин, широко применяемый при шлифовании шарикоподшипников, хонинговании и суперфинишировании разных деталей. При охлаждении керосином для повышения класса чистоты поверхности шлифуемых деталей увеличивают вязкость керосина путем добавки мыльных веществ и эмульгаторов.
При шлифовании деталей из цветных металлов (меди, латуни, бронзы) рекомендуется применять водные эмульсии или минеральные маловязкие масла, чтобы избежать появления пятен на шлифуемых деталях. При шлифовании деталей из магния также следует применять химически неактивные масла или вести шлифование всухую. Применять водные эмульсии при шлифовании деталей из магния не рекомендуется во избежание его загорания. Магниевую стружку следует собирать отдельно и удалять из цеха. При шлифовании пластмасс рекомендуется применять водные эмульсии или растворы, содержащие 2—5% растворимого масла. При шлифовании деталей из никеля применяют минеральные маловязкие масла, а при шлифовании деталей из алюминия и дуралюмина — минеральные масла в смеси с керосином.
Детали из титана рекомендуется шлифовать при vK —— 10 н-12 м/сек кругами из монокорунда, или белого электрокорунда зернистостью № 40—16, твердостью СМ1—СМ2 с применением охлаждающей жидкости, содержащей 5% водного раствора нитрита натрия, или с охлаждением высокосортным маслом. При шлифовании деталей из титана со скоростью 25—35 м/сек, когда происходит интенсивное искрение, использовать масла в качестве охлаждающих жидкостей не рекомендуется.
Применять масла в качестве смазочно-охлаждающих жидкостей рекомендуется в тех случаях, коґда надо дольше сохранить профиль круга (при резьбошлифовании, зубошлифовании и фасонном шлифовании) и уменьшить теплообразование в зоне резания. При шлифовании деталей из жаропрочных и магниевых сплавов с охлаждением сульфофрезолом с добавкой 10% дизельного топлива удельный съем металла резко повышается, приближаясь к удельному съему легированных сталей, а относительный износ круга уменьшается.
При хонинговании и суперфинишировании широко применяются также смеси керосина с индустриальным маслом. При хонинговании применяется также 5%-ная эмульсия с добавкой 0,2% три — натрийфосфата. При шлифовании основная роль смазочно-охлаждающей жидкости заключается не в охлаждении круга, а в удалении из пор круга попадающей стружки и обломков зерен, в предотвращении налипания стружки и в охлаждении шлифуемой поверхности.
В зависимости от характеристики и толщины круга, вила шлифования, формы и размеров шлифуемой детали изменяется интенсивность подачи охлаждающей жидкости. При внутреннем шлифовании, она в 1,2- -1,3 раза выше, чем при круглом наружном шлифовании, и в 2 раза больше при плоском торцовом шлифовании. Чем больше толщина круга, тем обильнее должно быть охлаждение: 5—8 л/мин на 10 мм толщины круга. Чем плотнее структура круга и чем выше его твердость, тем лучше должно быть охлаждение. При шлифовании тонких и полых деталей охлаждение должно быть особенно обильным.
 Однако во избежание разбрызгивания охлаждающую жадность подают со скоростью 15— 20 л! мин.
Однако во избежание разбрызгивания охлаждающую жадность подают со скоростью 15— 20 л! мин.
Некоторые иностранные фирмы выпускают шлифовальные станки с мощными насосами, подающими жидкость под давлением до 600— 700 кГ/см’г, в результате чего снятая стружка смывается с круга. Фирма Эксцелло выпустила станки для шлифования лопаток, позволяющие подавать 70—ПО л охлаждающей жидкости в минуту и повышать режимы резания на 15— 20%.
При шлифовании деталей из алюминиевых и жаропрочных сплавов особенно часто наблю — Рис. 37. Схема по — Дается явление слипания и налипания стружки дачи охлаждающей на зерно из-за плохой смачиваемости стружки.
ЖИДКОСТИ Для борьбы с этим явлением в состав жидкостей
вводят различные специальные смачиватели, а также добавки, препятствующие реакции между абразивным и обрабатываемым материалом. Так, при обработке титаносодержащих сплавов, особенно склонных к химической реакции с окисью алюминия зерен электрокорунда, в охлаждающую жидкость вводят пассивирующие добавки (тринатрийфосфат, нитрит бария и др.), которые препятствуют этой реакции, создавая на зернах и поверхности металла прочные пленки. Очевидно по этой причине керосин, применяемый в качестве охлаждающей жидкости, при шлифовании деталей из титаносодержащих сплавов значительно повышает стойкость круга. Для уменьшения прилипания в охлаждающую жидкость иногда добавляют серу или хлорсодержащие вещества, предохраняющие от адгезии.
Жаропрочные сплавы в отличие от других металлов имеют низкую теплопроводность, повышающуюся с повышением температуры, а поэтому нахождение условий наилучшего охлаждения их в процессе шлифования имеет особенно важное значение. При шлифовании нержавеющих сталей аустенитного класса рекомендуется применять концентрированные растворы охлаждающей жидкости.
Во всех случаях шлифования охлаждающая жидкость должна подаваться в место соприкосновения круга с деталью (рис. 37). Максимальное количество жидкости попадает в место контакта круга с деталью в тех случаях, когда угол наклона насадка относительно горизонтальной оси круга равен 75°. Чем больше скорость подачи жидкости, т. е. чем больше количество жидкости, подаваемой в единицу времени, тем меньше ее распыление, лучше, охлаждение и условия шлифования. При бесцентровом шлифовании охлаждающую жидкость следует подавать в место контакта
|
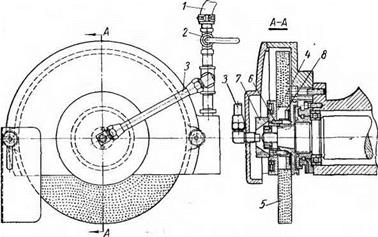
Рис. 38. Устройство для подачи охлаждающей жидкости через отверстие шлифовального круга: I — резиновый шланг; 2 — кран; 3 — трубка; 4—полость; 5—шлифовальный круг; € — распределительные трубки; 7 — фланец; 8 — прорезь |
рабочего круга с деталью, а не регулирующего круга. При прекращении шлифования подачу жидкости надо отключать за 1—2 мин раньше прекращения вращения круга, чтобы оставшаяся жидкость не создавала его дисбаланса при возобновлении процесса шлифования.
Для улучшения охлаждения предложен метод, при котором охлаждающая жидкость подается через фланцы в отверстие круга (рис. 38) и через отверстие круга, вследствие центробежной силы, на его периферию. Жидкость, подаваемая таким способом, удаляет стружку из пор круга больше, чем жидкость, подаваемая обычным путем, поэтому этот способ применяют при внутреннем и плоском шлифовании, а также при скоростном шлифовании и применении для шлифования кругов открытых структур. Основная масса подаваемой таким путем охлаждающей жидкости попадает в среднюю часть ширины круга и меньшая в крайние его части, так как часть жидкости вытекает через торцовые
поверхности круга. Иногда для лучшего распределения жидкости, особенно при кругах толще 40 мм, ее подают через специальную перфорированную втулку, вставленную в отверстие круга. Этот способ подачи жидкости не обеспечивает равномерного охлаждения, так как количество вытекающей жидкости зависит от расположения пор в теле круга. Поэтому подачу жидкости через центральную часть круга следует производить как дополнительную для повышения действия охлаждения.
Другим недостатком подачи охлаждающей жидкости через отверстие круга является засорение пор круга примесями, которые несет с собой охлаждающая жидкость, и иногда в силу этого увеличение дисбаланса круга. Эти примеси попадают в жидкость в результате износа круга и снятия стружки. Круг в данном случае является фильтром, задерживающим примеси и очищающим жидкость. Поэтому при применении этого способа охлаждения в бак, в который стекает охлаждающая жидкость, следует устанавливать магнитный сепаратор для непрерывного очищения жидкости от стружки, а также фильтр для очистки ее от загрязнений.
Этот способ охлаждения как дополнительный рекомендуется применять при шлифовании деталей из некоторых жаропрочных сплавов сталей, цветных металлов и в тех случаях, когда имеется опасность возникновения прижога и трещин, а также когда поры круга забиваются стружкой и абразивной пылью. В частности, этот дополнительный вид охлаждения полезно применять при плоском шлифовании торцом круга, при внутреннем шлифовании малых отверстий, шлифовании полых деталей и т. п.
Как показывает опыт станкостроительного завода им. Я — М. Свердлова, охлаждение через поры круга позволяет увеличить поперечную подачу и повысить на 10—20% производительность труда. При этом также повышается класс чистоты поверхности и стойкость круга и на 20% уменьшается число правок и расход круга.
При применении таких вязких охлаждающих жидкостей, как сульфофрезол и масло, истечение их через поры круга происходит медленнее, чем водных растворов. Вместе с тем подача их улучшает качество поверхностного слоя детали и уменьшает величину поверхностных натяжений.
В литературе встречаются также рекомендации применять для охлаждения одновременно две разные жидкости, например через отверстие круга — масла и снаружи — эмульсии. При таком способе охлаждения износ круга снижается до 25% и настолько же уменьшается шероховатость поверхности, а стойкость круга повышается в 2 раза. По данным ЭНИМСа, при круглом врезном шлифовании деталей из стали 45 с vK = 38,5 м/сек и vd = 25 — ь 30 м/мин и при подобном охлаждении стойкость круга повысилась с 13,7 до 28,5 мин, число отшлифованных деталей за 134
период стойкости увеличилось с 32 до 68 шт., удельный расход круга снизился на 45% и расход эффективной мощности на 10— 25%. По данным завода «УЕВ» (ГДР), при охлаждении снаружи эмульсией и через круг маслом стойкость круга увеличилась на 80—300% и удельный расход круга снизился до 67%. Такой эффект двойного охлаждения эмульсией и маслом, по нашему мнению, объясняется тем, что подаваемая через круг жидкость под действием большой центробежной силы выбрасывается наружу через поры круга по всей его поверхности и очищает их от стружки и пыли, смазывает зерна и связку, а также поверхность шлифуемой детали маслом, в результате чего трение уменьшается и работоспособность круга увеличивается. Для осуществления одновременной подачи эмульсии и масла необходимо, чтобы в баке, куда стекает охлаждающая жидкость, были предусмотрены соответствующие устройства для разделения и очистки этих жидкостей.
Для борьбы с прижогами при заточке и доводке инструмента, плоском и внутреннем шлифовании были испытаны способы охлаждения распыленным туманом, подаваемым в зону резания под давлением сжатого воздуха 2,5—4 кПсм2. По данным Горьковского автомобильного завода, охлаждение жидкостью в распыленном состоянии в количестве 1,5—2,5 г! мин улучшает самозатачиваемость круга, затрудняет его засаливание и уменьшает опасность возникновения прижогов.
К таким жидкостям относятся: обычная эмульсия, 5%-ная эмульсия с добавкой 2% сульфофрезола и 50%-ная эмульсия с добавкой 0,15% коллоидного графита. Подача в распыленном состоянии сульфофрезола и индустриального масла не улучшает процесса шлифования.
Шлифование сталей марок Р18 и Х12Ф кругами твердостью СМ1—СМ2 рекомендуется производить с охлаждением распыленной эмульсией, а шлифование стали марки Р9 рекомендуется вести кругами твердостью М3—СМ 1-е обильным охлаждением обычной эмульсией. Недостатком шлифования с распыленной эмульсией является образование тумана вокруг станка, затрудняющего его обслуживание.
Для уменьшения слипания стружек и их налипания на абразивные зерна, кроме введения в жидкость указанных выше добавок, применяют очистку жидкости от стружки при помощи магнитных сепараторов, устанавливаемых в баки с охлаждающей жидкостью. Жидкость следует очищать и потому, что из-за ее загрязнения на шлифуемой поверхности возникают мельчайшие царапины. Предполагается, что снимаемая в процессе шлифования стружка закаливается под действием охлаждающей жидкости и, попадая вместе с жидкостью на шлифуемое изделие, вызывает царапины.
Чем выше должен быть класс чистоты поверхности шлифуемых деталей, тем лучше нужно производить очистку охлаждающей
жидкости от стружки и шлама. Хорошая очистка жидкости повышает не только срок ее службы, но и стойкость кругов. Применение магнитных сепараторов позволяет удалить до 95% ферромагнитных частиц объемом до 3 мм9.
Жидкости для очистки от шлама фильтруют разными способами, например при помощи фильтровальной бумаги, задерживающей до 95% шлама, или путем подачи ее через слой какого-либо фильтровального материала, в частности чугунной стружки и т. п. Удаление указанного количества частиц стружки и шлама позволяет обеспечить высоту неровностей шлифуемой поверхности до 0,12 мк. Хорошая очистка охлаждающей жидкости позволяет выбирать для шлифования круги на одну степень зернистости мельче, а также не приводит к кожным заболеваниям.
При централизованной подаче жидкости рекомендуется очищать ее при помощи центрифуг. Если охлаждающую жидкость подают централизованно на группу шлифовальных станков, то требуется особенно тщательная очистка жидкости от грязи и стружки. Когда в этой же группе станков находятся станки, которые должны обеспечить шлифуемым деталям чистоту поверхности 9-го и более высоких классов, следует устанавливать дополнительные очистительные устройства или применять индивидуальные насосы и бачки.