
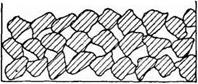
 Зерна в круге расположены на разных расстояниях от его поверхности. Разновысотность расположения зерен в шлифовальном круге, считая от поверхности соприкосновения круга с деталью в глубь круга (рис. 30), определяет количество зерен при одной и той же поперечной подаче, участвующих в процессе шлифования в каждый данный момент, а также до известной степени стойкость круга и шероховатость поверхности шлифуемой детали.
Зерна в круге расположены на разных расстояниях от его поверхности. Разновысотность расположения зерен в шлифовальном круге, считая от поверхности соприкосновения круга с деталью в глубь круга (рис. 30), определяет количество зерен при одной и той же поперечной подаче, участвующих в процессе шлифования в каждый данный момент, а также до известной степени стойкость круга и шероховатость поверхности шлифуемой детали.
Толщина стружки, снимаемая каждым зерном при одной и той же поперечной подаче, зависит от расстояния зерен, от шлифуемой поверхности И ОТ того, С каким мес — Рис. 30. Расположение зерен в щли — — том поверхности детали они кон — фовальном круге
тактируют (в канавке, образованной зерном при предыдущем проходе, или в гребешке между канавками). Степень разновысотности зависит не только от характеристики круга и естественного расположения зерен в круге, образовавшегося при его формовании, но и от способа и режима правки. Разновысотность возрастает с увеличением вырывания и обламывания зерен и уменьшается, когда в процессе правки часть зерен обламывается, что особенно имеет место при правке алмазом.
Чем больше разновысотность, тем меньшее число зерен принимает участие в резании, меньше средняя толщина и объем снимаемых стружек и грубее отшлифованная поверхность, но при этом резание происходит спокойнее и опасность засаливания умень
шается, так как с увеличением разновысотности увеличивается и расстояние между одновременно работающими зернами.
С уменьшением разновысотности равномерность нагрузки, приходящейся на каждое зерно, возрастает; число зерен, принимающих активное участие в резании, увеличивается и шероховатость шлифуемой поверхности уменьшается.
Правка с замедленной подачей уменьшает разновысотность, стойкость круга и шероховатость поверхности. К этим же результатам приводит и правка при затуплении абразивных зерен.
Для определения разновысотности зерен в круге В. Д. Силь-
![]()
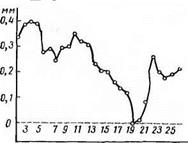 Нестеров I применил стереограмметрические приборы (стереокомпаратор СК-2 идр.), позволяющие устанавливать по микростереофотографии разновысотность зерен того участка круга, с которого была снята данная фотография. Профиль зерен, находящихся на участке круга после его правки, снятый через бинокулярный микроскоп, приведен на рис. 31.
Нестеров I применил стереограмметрические приборы (стереокомпаратор СК-2 идр.), позволяющие устанавливать по микростереофотографии разновысотность зерен того участка круга, с которого была снята данная фотография. Профиль зерен, находящихся на участке круга после его правки, снятый через бинокулярный микроскоп, приведен на рис. 31.
Разновысотность зерен возрастает с увеличением зернистости, номера структуры и уменьшением степени твердости. Так, например, у абразивного круга 40С1К в зависимости от способа его правки разновысотность достигала 20—110 мк, а у круга 60 К она колебалась в пределах 7—20 мк. Таким образом, шлифование кругами, имеющими мелкую зернистость, происходит в условиях снятия стружек более стабильной толщины и с меньшим расходом мощности станка.
Расположение зерен на рабочей поверхности, несоосное друг к другу, приводит к тому, что даже при шлифовании методом врезания каждое последующее зерно проходит по своему пути, не совпадающему точно с путем предыдущего зерна, что и обеспечивает небольшую шероховатость поверхности даже при этом виде шлифования. Такое расположение зерен не всегда учитывается при исследовании процессов шлифования, что приводит, как мы увидим ниже, к неправильным и неточным выводам о протекании процесса шлифования.
Чем больше концентрация зерен в алмазном круге, тем большее число зерен находится на рабочей поверхности, под которой понимается поверхность с числом всех зерен, выступающих из связки. Это число зерен зависит от величины подачи на глубину резания и величины отжатия детали, действующих во взаимно противоположных направлениях.