
Характерным отличием абразивных инструментов от стальных, помимо других свойств, являются их различные пределы прочности при растяжении и сжатии. Последний в 5 раз и более превышает первый. Кроме того, у абразивных инструментов явление ползучести под действием нагрузки проявляется очень слабо, и разрушение их носит такой же характер, какой оно имеет у хрупких тел. Особенно это проявляется у инструментов на керамической связке.
В зависимости от типа и характеристики абразивных инструментов прочность их при разрыве, сжатии и изгибе колеблется
в больших пределах. Так, предел прочности при разрыве шлифовальных кругов различных характеристик на керамической связке от действия центробежных сил инерции равен 50—250 кГ/смй; при этом их сопротивление при изгибе в 1,5—2 раза больше предела прочности при разрыве (100—350 кГ/см2), а предел прочности при сжатии превосходит предел прочности при изгибе в 2—3 раза и более (250—1100 кГ/см2). Таким образом, шлифовальные круги хуже всего сопротивляются разрывным силам, а так как они работают на весьма высоких скоростях (25—50 м/сек и больше) и развивающиеся при этом центробежные силы могут вызвать их разрыв, то к ним предъявляются особые требования. Все круги, работающие на шлифовальных станках, должны иметь такую прочность, которая гарантировала бы отсутствие разрывов, т. е. отвечать следующему условию: vKpum > vucn > vpa6, где vKpum — скорость, при которой круг разрывается; vucn — скорооть, при которой ведутся испытания кругов на разрыв; vpa6 — скорость, на которой ведется работа.
Поэтому каждый круг перед установкой на шлифовальный станок должен быть испытан вращением на специальных испытательных станках при скорости vucn, превышающей рабочую скорость на 50%, в течение 5—10 мин в зависимости от диаметра испытываемого круга. Так как возникающие при вращении кругов центробежные силы пропорциональны квадрату их скорости, то запас прочности получается равным 2,25 раза. Фактически vKpum у кругов на керамических связках, в зависимости от их состава, колеблется в пределах 55—100 м/сек, а у кругов на бакелитовых связках — в пределах 60—120 м/сек.
Прочность абразивных инструментов является функцией технологии их производства, твердости, зернистости, структуры, рода абразивного материала, типа и качества связки, отношения радиуса отверстия (г) и радиуса круга (R), формы круга и других факторов. Запас прочности (2,25) при испытании кругов задан для всех типоразмеров кругов, исходя из их средней характеристики. Следует разработать и установить запасы прочности и допустимые скорости работы кругов в зависимости от их характеристики, профиля и размеров. Прочность абразивных инструментов зависит также от технологии изготовления кругов, в частности от тщательности смешения массы, способа прессования и обжига. Шлифовальные круги, запрессованные с применением двустороннего давления, более однородны и поэтому более прочны, чем круги, запрессованные при помощи одностороннего давления. Шлифовальные круги, подвергнутые в процессе обжига резким температурным переходам, особенно в процессе охлаждения, получают, как правило, внутренние напряжения, уменьшающие их прочность. При обжиге кругов, имеющих разную степень плотности в разных местах вследствие получающихся разных условий термической обработки, часто возникают напряжения, 84
которые или приводят к браку кругов, или к разной напряженности различных участков, которая при снятии напряженного состояния в процессе шлифования может привести к разрыву круга. Все круги диаметром свыше 200 мм подвергают после обжига обязательному обтачиванию для уничтожения остаточных внутренних натяжений и обнаружения трещин, если они имеются.
Разрушение шлифовальных кругов происходит, как правило, в случаях, когда превышен предел прочности сцепления зерен круга со связкой и реже в слу
![]()
![]()
![]() чаях превышения прочности мостиков связки, т. е. когда разрыв происходит по связке, а не по зернам. Предел прочности при сжатии и изгибе у кругов на керамической связке выше,
чаях превышения прочности мостиков связки, т. е. когда разрыв происходит по связке, а не по зернам. Предел прочности при сжатии и изгибе у кругов на керамической связке выше,
|
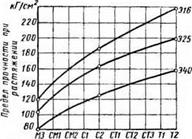
Твердость Рис. 24. Зависимость прочности кругов от степеней их твердости и зернистости |
чем у кругов на бакелитовой связке. Предел прочности при изгибе растет с увеличением твердости кругов, причем он выше у кругов из электрокорунда, чем у кругов из карбида кремния. Под действием длительной нагрузки у кругов. на бакелитовой связке проявляется свойство ползучести (увеличения объема).
Прочность кругов на керамической связке с увеличением их твердости растет почти по закону произвольной прямой х = ту + с.
Влияние степени твердости и зернистости кругов из электрокорунда на их прочность показано на рис. 24, а результаты испытаний кругов, изготовленных из нормального и белого электрокорунда разных зернистостей и структур на одной и той же связке, одних и тех же размеров и формы, приведены на рис. 25. При повышении твердости круга на одну степень прочность повышается на 15—30% в зависимости от характеристики круга, причем процент роста прочности больше у мягких и среднемягких кругов.
Увеличение размера зерен в кругах сопровождается при прочих равных условиях уменьшением их прочности. Однако влияние зернистости сказывается в меньшей степени, чем влияние твердости. Прочность кругов из монокорунда и белого электрокорунда выше, чем кругов из электрокорунда.
Чем выше прочность при разрыве кругов, тем больше износостойкость их кромки. Поэтому при изготовлении кругов, к которым предъявляются повышенные требования к стойкости кромки, например для резьбошлифования, их изготовляют на связках, придающих им высокую прочность, и из абразивных материалов, имеющих высокое содержание окиси алюминия, так как чем оно выше, тем выше прочность электрокорунда. Применение электрокорунда, содержащего такие минералы, как анортит и гексаалюминат кальция, снижает прочность абразивных инструментов. Прочность электрокорундовых зерен и абразивных инструментов, изготовленных из них, также снижается при повышенном коэффициенте линейного расширения зерен.
У керамических кругов из карбида кремния прочность^значи — тельно меньше, чем у электрокорундовых кругов, несмотря на то, что при изготовлении их для достижения твердости, одинаковой с электрокорундовыми кругами, в массу закладывается в 2,5— 3 раза больше связки. Пониженная прочность этих кругов объясняется особенностями и меньшей реакционной способностью карборундового зерна со связкой по сравнению с электрокор ундовым зерном. Даже в тех случаях, когда круги из карбида кремния делаются на химически активной связке, их прочность на 10— 15% ниже электрокорундовых кругов, а при обычно применяемых связках она ниже прочности электрокорундовых кругов на 25— 40% и больше. Так, предел прочности карборундовых кругов зернистости № 40 твердости М2—СМ1 находится в пределах 50—70 кПсм2, в то время как предел прочности нескоростных электрокорундовых кругов этих же характеристик находится в пределах 80—115 кПсм2. Вместе с тем предел прочности самой керамической связки равен 80—90 кГ/см2.
Прочность кругов тем выше, чем меньше содержится в связке щелочных окислов, поэтому применение в качестве увлажнителя массы жидкого стекла не способствует повышению их прочности. При применении в связке вместо калиевого полевого шпата пегматита прочность кругов также несколько снижается.
Чем плотнее по структуре круги, тем выше их прочность, т. е. с увеличением в кругах расстояний между зернами прочность их падает. Опыты показали также, что предел прочности кругов при
разрыве падает с увеличением отношения ~ = а.
Л
Прочность кругов прямого профиля выше, чем кругов фасонных профилей, вследствие чего допустимые скорости вращения для последних меньше, чем для дисковых кругов. Это объясняется 86
концентрацией напряжений в местах выточек кругов, поэтому при обтачивании их места перехода одной поверхности к другой не следует делать с очень малым радиусом или под прямым углом. Такое выполнение выточек бывает причиной разрыва кругов и несчастных случаев, поэтому выточки надо делать с возможно большим радиусом (рис. 26).
Величина допустимых напряжений, возникающих во вращающемся
— объемный вес материала круга в г/см3-, v — окружная скорость круга в м/сек-, g — ускорение силы тяжести в м/сек3-, р — коэффициент поперечного сжатия (для шлифовальных кругов разных характеристик находится в пределах 0,2—0,3); а — отношение радиуса отверстия к радиусу круга.
Модуль упругости при изгибе растет с повышением твердости абразивного инструмента и с уменьшением величины зерен. В зависимости от характе — гов
ристики керамических кругов он находится в пределах (1,5-н5,0) • 10* кПсм2. Модуль упругости кругов на бакелитовой связке в 2—2,5 раза ниже, чем у кругов на керамической связке. Чем больше объемный вес кругов, тем выше их прочность.
Как показали расчеты и опыты, приведенная формула позволяет с достаточной степенью вероятности вычислить at для электрокорундовых керамических и бакелитовых кругов и требует внесения серьезных поправок при определении ct карборундовых кругов. Этой формулой не учитывается увеличение неуравновешенности кругов на их прочность. Неуравновешенность способствует уменьшению прочности и увеличению опасности разрыва кругов. Неуравновешенность в допустимых ГОСТом 3060—55 пределах не оказывает заметного влияния на прочность. Неправильные результаты дает эта формула и для вулканитовых кругов, хотя у них в большей степени проявляются пластические деформации, так как они являются менее хрупкими телами. В силу этого круги на вулканитовой связке более прочны при изгибе, чем круги, изготовленные на других связках. Предел прочности вулканитовых кругов при разрыве равен 80—150 кГ/см2.
Материал кругов на керамической связке подчиняется закону Гука, причем остаточные деформации отсутствуют. У кругов на бакелитовой связке, наоборот, упругие деформации отсутствуют, а влияние остаточных деформаций растет с увеличением напряжений. Предел прочности бакелитовых кругов при разрыве несколько выше (на 8—10%), чем нескоростных керамических и вулканито —
вых кругов, что позволяет с успехом применять их при обдирочном шлифовании на скоростях 40—50 м/сек и изготовлять на бакелитовых связках отрезные круги, которые могут работать со скоростью 60—80 м/сек и выше. Так, специальные бакелитовые круги, прорезные круги и круги для зачистки сварных швов, изготовляемые для повышения прочности с текстильными прослойками, обеспечивают возможность работы со скоростями круга 80—100 м/сек.
 Повышение прочности у бакелитовых кругов по сравнению с одинаковыми по характеристике вулканитовыми и керамическими кругами объясняется более высокой прочностью и лучшей сцепляемостью бакелита с зерном.
Повышение прочности у бакелитовых кругов по сравнению с одинаковыми по характеристике вулканитовыми и керамическими кругами объясняется более высокой прочностью и лучшей сцепляемостью бакелита с зерном.
Прочность при разрыве бакелитовых кругов зависит от скорости и температуры полимеризации (она выше при медленном нагреве). Оптимальной температурой является 170— 200° С. При повышении температуры прочность, особенно при сжатии, снижается.
Прочность при разрыве бакелитовых и вулканитовых кругов ниже, чем прочность при разрыве связок, на которых они изготовлены. Так, предел прочности бакелита в стадии С составляет 350 кГ/см2 и выше, предел прочности эбонита 500 кГ/см2 и выше. Приведенные данные показывают, что разрыв кругов происходит, как правило, не по зерну, а в местах сцепления зерен со связкой. Это подтверждает и визуальный осмотр поверхностей кругов в местах их разрыва. Для определения прочности кругов часто пользуются методом разрыва на прессе эталонов-восьмерок (рис.27), изготовленных из той же массы, что и круги. Прочность при разрыве восьмерок и кругов несопоставима.
По данным различных опытов, предел прочности при разрыве эталонов (восьмерок) в 1,5—2,25 раза меньше, чем действительный предел прочности кругов.
В последнее время за рубежом для повышения прочности кругов пытаются изготовлять их без отверстия (в виде сплошного диска), что позволяет увеличить скорость круга при шлифовании на 28% и уменьшить диаметр фланцев (повысив этим коэффициент полезной работы круга), но усложняет способ крепления такого круга на станке.