
Бесцентровое измерение профиля деталей относят к разностному способу измерений, при котором измеряют не абсолютные значения интересующей функции, а разность между ее последовательными значениями, разделенными определенным промежутком [58]. Причем аналитическая зависимость между измеряемой и искомой величиной неизвестна.
Способ разностного измерения отклонения от круглости конструктивно реализован в виде разнообразных комбинаций призм и датчиков малых линейных перемещений. На рис. 7.6 показаны следующие варианты приборов: призма с нерегулируемым положением датчика (а), призматический «наездник» (б), прибор с мостиками-призмами для контроля внутренних поверхностей (в).
|
Рис. 7.6. Приборы для бесцентрового измерения отклонения от круглости |
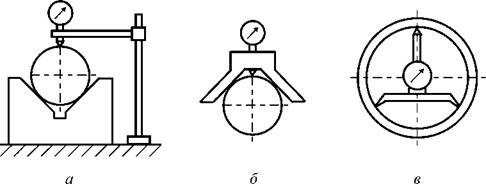
Наиболее распространены приборы с углом призмы 60, 90 или 120 °, у которых направление измерения совпадает с биссектрисой угла призмы (см. рис. 7.6 а). Известны также призмы с регулируемым углом раскрытия и изменяемым положением датчика. Все эти приборы трехконтактные.
Основная особенность разностных измерений состоит в том, что показания прибора Лп связаны со значением фактического отклонения от круглости Л уравнением
Лп ЦЛ,
где р = fa, Р, п) — коэффициент пропорциональности (коэффициент воспроизведения); а — угол призмы; Р — угол, определяющий положение датчика относительно биссектрисы угла призмы; п — номер гармоники.
Конкретный прибор с фиксированными значениями углов а и Р имеет различные коэффициенты воспроизведения для разных гармонических составляющих отклонения формы профиля детали. Поскольку обычно профиль детали описывается не одной гармоникой, а их суммой с отличными амплитудами и начальными фазами, то установление коэффициента ц — сложная математическая задача. Поэтому с помощью трехконтактных приборов можно лишь приближенно судить об отклонении от круглости измеренной детали. По различным данным [61, 76], погрешность измерения составляет 100 % и более. Данную погрешность по существующей терминологии классифицируют как методическую, то есть присущую самому методу измерения.
Коэффициент воспроизведения ц меняется в широких пределах в зависимости от вида отклонений формы измеряемой детали, в ряде случаев он равен нулю. Это объясняется тем, что в процессе измерения деталь базируется по плоскостям призмы непосредственно измеряемой поверхностью. Погрешность базирования приводит к изменению положения центра профиля и соответственно расстояния до измерительного датчика. Эти изменения прибор воспринимает так же, как и отклонения формы поверхности. Например, при контроле детали в форме эллипса на призме с углом 60° прибор не зафиксирует отклонения от круглости, коэффициент воспроизведения будет равен нулю. При аналогичном измерении детали с трехгранной формой показания прибора в три раза превысят действительное значение отклонения от круглости, коэффициент воспроизведения будет равен трем.
Таким образом, бесцентровое измерение на призме с датчиком малых линейных перемещений рекомендуют применять только в двух случаях [58]:
• если расчетным или экспериментальным путем установлено, что методическая погрешность измерения существенно меньше допуска на отклонение от круглости детали;
• если измерение проводят путем сравнения контролируемой детали с образцовой, а отклонения нормируют непосредственно в значениях показаний конкретного прибора.
Последний случай удобен для массового производства, что объясняет широкое применение трехконтактных приборов в автомобильной и подшипниковой промышленности.
Рассмотрим процесс бесцентрового измерения отклонения от круглости на призме с углом раскрытия а и направлением измерения, составляющим угол Р с биссектрисой угла раскрытия (рис. 7.7). Полагаем, что датчик перемещается только вдоль направления измерения, заданного углом р.
Аналитическое описание измерения раскладывается в три этапа: находится центр средней окружности профиля после базирования, определяются радиусы измеренных датчиком точек профиля, рассчитывается отклонение от круглости [77].
Первый этап выполняют аналогично рассмотренному в п. 4.1 бесцентровому базированию на неподвижных опорах. Отличия заключаются лишь в используемых обозначениях, поэтому приведем результаты без подробных пояснений.
Считаем, что деталь одновременно и постоянно находится в точечном контакте с обеими гранями призмы. Поэтому отклонения формы в точках контакта стремятся сместить деталь по направлениям углов у1 и у2, фактическое же смещение происходит вдоль граней призмы. Таким образом, деталь последовательно перемещается по граням призмы на величины Аі и А2, которые представляют собой проекции AJ и А2 на угол а/2:

 |
lAj = A[[sin( Yj + а / 2) + cos( ух + а / 2 )ctga
[Аз = А2 sin( у 2+а / 2 ) + cos( у2 + а / 2 )ctg а}
Положение центра О1 детали после смещения по граням призмы найдем векторным сложением смещений А1 и А2. Радиус-вектор центра О1 профиля определим по формуле:
 |
|||
А = ч]А1 + А22 — 2 А А cos а;
На втором этапе определяют радиус r2 измеренных точек профиля детали после базирования. Исходными данными являются координаты (А, v) центра средней окружности профиля и радиусы r профиля детали. Установление аналитической зависимости между радиус-векторами r2 и r приводит к громоздким математическим выкладкам и, в конечном счете, к решению трансцендентного уравнения. Точность определения вектора r2 непосредственно зависит от точности решения трансцендентного уравнения, то есть от числа точек на профиле детали.
Поэтому воспользуемся численным методом, который заключается в следующем. Так как измерительный датчик перемещается только вдоль направления, заданного углом Р, то он регистрирует точку, наиболее близко расположенную к данной прямой. Таким образом, задача сводится к поиску точки профиля, имеющей кратчайшее расстояние d до направления перемещения датчика:
d ^ min.
Расстояние d представляет собой длину перпендикуляра, опущенного из точки профиля на прямую. Прямая перемещения датчика проходит через начало системы координат и ее уравнение y = кх, где к = tg(90° — Р). Расстояние d вычисляют по известной формуле:
(7.13)
где (хи y) — декартовы координаты i-й точки профиля детали. Декартовы координаты i-й точки профиля:
В результате расчетов по формулам (7.11) — (7.13) получаем измеренный профиль в декартовой системе координат. Сделав преобразования координат из декартовой в полярную систему, получим искомую кругло — грамму.
На третьем этапе определяют отклонение от круглости — максимальное расстояние от точек профиля до средней окружности. Если центр средней окружности круглограммы совпадает с началом системы координат, то отклонение от круглости есть разность максимального и минимального радиусов. В противном случае требуется дополнительно определить параметры средней окружности, а затем отклонение от круглости.
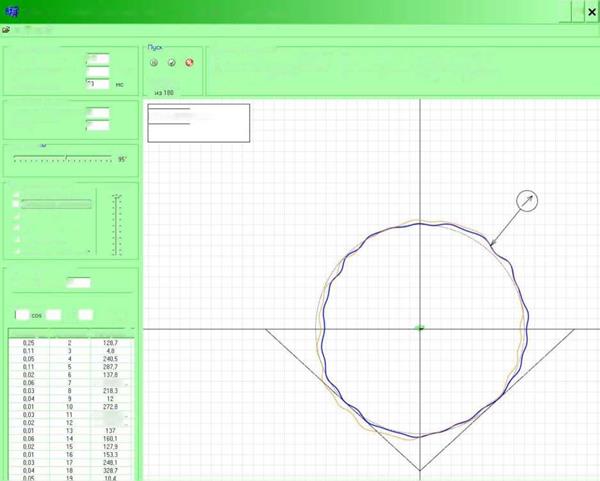
Изложенная методика расчета бесцентрового измерения отклонения от круглости реализована в виде программы на языке C++, интерфейс которой показан на рис. 7.8.
Несмотря на использование численных методов решения в задаче измерения, возможности современной вычислительной техники позволяют обеспечить высокую точность. Так, при задании профиля 1000 точками полученная точность измерения, проверенная решением обратной задачи, не превышает 0,5 % от действительной величины отклонения от круглости.
Представляет интерес сравнение результатов расчета по предложенной математической модели бесцентрового измерения с данными, приведенными в работе [78]. В табл. 7.3 даны коэффициенты воспроизведения первых 12 гармоник прибором с параметрами а = 90° и Р = 7,5°. При расчете по формулам (7.11) — (7.13) радиус средней окружности профиля принят r0 = 10 мм.
 Н В II 4?
Н В II 4?
Положение датчика
![]()
![]() Расстояние от центра |15 Угол установки КО
Расстояние от центра |15 Угол установки КО
Угол призі-
Параметры анимации Р" Координатная сетка Г" Начальное положений
Р" Смещённое положені Р" Траектория центра р" Вектор центра р" Измеренный профилі
Параметры заготовки
Средний радиус [ТО
Амплитуда | Кр. частота [ Нач. фазаГ|
64,9000000.
84.3999999.
Рис. 7.8. Интерфейс программы бесцентрового измерения отклонения от круглости
Таблица 7.3
Коэффициенты воспроизведения при бесцентровом измерении
прибором с параметрами а = 90° и Р = 7,5°
|
Номер гармоники |
По формулам (7.11) — (7.13) |
По данным [78] |
||
|
an = 0,5 мм |
an = 0,05 мм |
an = 0,005 мм |
||
|
2 |
1,092 |
1,069 |
1,071 |
1,064 |
|
3 |
1,873 |
1,924 |
1,929 |
1,932 |
|
4 |
0,791 |
0,755 |
0,757 |
0,733 |
|
5 |
1,791 |
1,919 |
1,921 |
1,932 |
|
6 |
0,919 |
0,874 |
0,872 |
0,879 |
|
7 |
0,976 |
1,047 |
1,048 |
1,000 |
|
8 |
1,472 |
2,055 |
2,051 |
2,090 |
|
9 |
0,916 |
1,044 |
1,043 |
1,000 |
|
10 |
1,109 |
1,203 |
1,194 |
1,179 |
|
11 |
1,041 |
1,361 |
1,362 |
1,414 |
|
12 |
1,074 |
1,722 |
1,767 |
1,732 |
Анализ табл. 7.3 показал, что расхождение результатов в среднем составляет 5 %, только для случая с амплитудой гармоники an = 0,5 мм отличие достигает 10 %. Погрешность модели [78] вызвана допущением о том, что точки контакта детали с плоскостями призмы всегда находятся на перпендикулярах к соответствующим граням призмы, проведенным через центр средней окружности профиля в исходном положении. Такая постановка задачи позволила получить формулы для коэффициента воспроизведения в явном виде, но без учета влияния радиуса средней окружности профиля. В общем случае точки контакта не удовлетворяют указанному условию, а величина смещения центра средней окружности нелинейно зависит от амплитуды гармоники. Данный факт легко понять из следующих рассуждений: если максимальное смещение происходит не по нормали к грани призмы, то проекция величины смещения будет зависеть от его углового расположения. При этом соотношение радиуса средней окружности и амплитуды гармоники влияет на угловое расположение смещения и тем самым определяет величину проекции. Именно с учетом данного обстоятельства в табл. 7.3 приведены коэффициенты воспроизведения, рассчитанные для трех амплитуд гармоник при едином радиусе средней окружности профиля. Другой недостаток модели [78] — возможность исследовать коэффициент воспроизведения только для одной гармоники. Однако измеренный профиль даже для одной гармоники представляет собой кривую, отличную от консинусоиды, которая при гармоническом анализе дает некоторую сумму различных гармоник. Справедливости ради можно отметить, что наибольшую амплитуду имеет именно гармоника того же номера, что и исходная. Характерная особенность при анализе отдельных гармоник заключается в том, что измеренная кривая имеет центр средней окружности, совпадающий с центром средней окружности действительного профиля.
В качестве примера в табл. 7.4 приведены коэффициенты воспроизведения для призмы с углом 60, 90 и 120° при различных угловых положениях датчика. Радиус средней окружности принят r0 = 10 мм, а амплитуды 2-, 3-, 4- и 5-й гармоник равны 1 мм.
Данные табл. 7.4 дают общее представление о коэффициентах воспроизведения гармоник при различных сочетаниях угла призмы и углового положения датчика. Приведенные результаты помогают установить диапазон погрешностей измерения отклонения от круглости и дать рекомендации при измерении деталей с известной априори доминирующей гармоникой. Коэффициент воспроизведения принимает значения как больше единицы (амплитуда гармоники измеряется с увеличением), так и меньше единицы (амплитуда гармоники измеряется с уменьшением). Однако даже при коэффициенте воспроизведения, равном единице, измеренный профиль отличается от фактического, поэтому получение такого значения коэффициента ц не решает полностью задачи правильного измерения. Основной позитивный вывод, который можно сделать из приведенного анализа, заключается в том, что процесс бесцентрового измерения на уровне моделирования управляем.
Таблица 7.4
|
Коэффициенты воспроизведения при бесцентровом измерении
|
Вопросы выбора угловых параметров приборов для бесцентрового измерения отклонения от круглости подробно рассмотрены в работе [79]. Согласно приведенным в ней данным (а также табл. 7.4), обеспечить единый коэффициент воспроизведения для первых 10 — 20 гармоник не представляется возможным.
В настоящей монографии поиск оптимальных углов призмы и расположения датчика для различных гармоник не выполнялся, так как он лишен практического смысла. При анализе коэффициента воспроизведения реального профиля в виде суммы многих гармоник принцип суперпозиций не выполняется даже при нулевых начальных фазах гармоник. Кроме того, возникает эксцентриситет центров средних окружностей действительного и измеренного профилей.
Известны два способа улучшения результатов бесцентрового измерения отклонения от круглости. Первый основан на одновременном использовании двух призм с разными углами раскрытия [80]. Показания установленных в призмах датчиков корректируются и суммируются. В реальном приборе с углами а = 60, 120° воспроизводятся с искажением в пределах 10 % гармоники с 3- по 9-ю и с 15- по 22-ю, с коэффициентом воспроизведения 0,5 — 2-, 10- и 14-я гармоники, а 11-, 13-, 23- и 25-ю гармоники прибор не улавливает.
Другой способ — применение специальной многозвенной призмы (рис. 7.9). Подбором углов раскрытия звеньев удается обеспечить близкие к единице коэффициенты воспроизведения для значительного числа гармоник.
|
Рис. 7.9. Схема накладного кругломера с самоустанавливающимися многозвенными призмами |
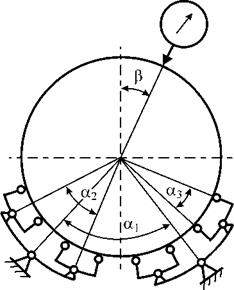
По данным работы [81], накладной кругломер с параметрами а1 = 78, а2 = 40, а3 = 20 и Р = 180° позволяет воспроизвести первые 25 гармоник с погрешностью 25 — 30 %. Пятизвенная конструкция уменьшает погрешность для всех 25 гармоник, кроме 3-й, в пределах 8 % (для 3-й гармоники погрешность составляет 17 %).
Полностью устранить методическую погрешность, свойственную бесцентровому методу измерения, можно лишь расчетным путем. Данный вопрос не раз поднимался в научных публикациях, однако до настоящего времени не нашел строгого решения. По мнению ряда авторов, информации от одного измерительного датчика для анализа не достаточно. Однако постоянное развитие вычислительной техники позволяет надеяться, что в ближайшем будущем проблема бесцентрового измерения отклонения от круглости будет решена.