
Механизация граверных работ возможна при модернизации оборудования и применении усовершенствованного инструмента и приспособлений. На рис. 204 показано простейшее приспособление типа «Маркир» с набором цифр и букв. Оно предназначено для одновременного маркирования слова или группы знаков на деталях из алюминиевых сплавов. При маркировании хвостовик скобы 1 приспособления (рис. 204) закрепляют в ползуне ручного или механического пресса. Затем с помощью набора рукояток 9, на которых выгравированы цифры и буквы, от руки набирают заданное слово или набор цифр. Допустим, нужно набрать «58 лет». Для этого нажимаем на рукоятки с цифрами 5 и 8 и буквами л, а и г; при этом нижняя часть рукояток, поворачиваясь на
|
Рис. 204. Приспособление для маркирования типа «Маркир» |
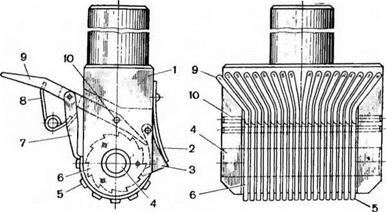
оси 10, отжимает защелку 3 и пластиночную пружину 2 и выводит зуб защелки из впадины храповичка 6. Собачка 7 под действием пружины 8 поворачивает на оси 4 барабан 5.
На рис. 205 представлен гравировальный станок с пантографом, на котором вместо копировального столика установлена
|
Рис. 205. Гравировальный станок с магнитной плитой |
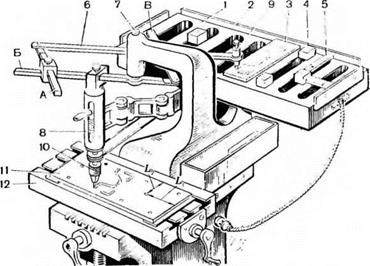
электромагнитная плита 1 от плоскошлифовального станка, обработанная с требуемой точностью. Каждая сторона плиты является базой для установки контрольных планок 2. От планок по концевым метрам 5 точно устанавливают на поверхность плиты шаблон-копир 3 и установочные кубики 4. Пантограф снабжен рычажной системой 6, свободно поворачивающейся вокруг пальца 7, вмонтированного в кронштейн. На переднем рычаге установлена головка шпинделя 8, а на удлиненном рычаге закреплен щуп 9, передвигающийся по углубленному контуру шаблон-копира. Щуп, скользя по копиру, направляет фрезу, закрепленную в патроне 10] при этом с обрабатываемой поверхности детали 11, закрепленной на столе станка 12, снимается необходимый слой металла.
Масштаб копирования может быть изменен регулированием положения рычагов А, Б и В по нанесенным на них шкалам. Высота гравируемых знаков или высота рисунков 1—10 мм. Штрихи и знаки на шкалах из твердого или закаленного металла наносят по лаковому покрытию, затем травят в специальных растворах кислот. В качестве покрытия рекомендуется применять асфальтовый {№ 350) или бензольный (№ 67) лак. В качестве травителя используется водный раствор азотной и уксусной кислот или водный раствор медного купороса, хлористого натрия и уксусной кислоты. Возможно также применение электролитического травления.