
 |
При бесцентровом шлифовании с поперечной подачей заготовка базируется на двух, обычно плоских опорах. Базирование осуществляется по наружной или внутренней поверхности заготовки, независимо от того, какая поверхность обрабатывается. Рассмотрим формообразование поперечного сечения заготовки на примере базирования по наружной поверхности. Положение базирующих элементов в основной системе координат (X O Y) определено радиусом заготовки r0 и наладочными углами аь а2 плоских опор (рис. 6.1). Дополнительная система координат (X1 Oi Yi) связана с центром O1 сечения заготовки после базирования и задана относительно системы (X O Y) радиус-вектором с модулем А и полярным углом у.
Определим погрешность базирования согласно изложенному подходу. Уравнение профиля заготовки описано выражением (6.1). Уравнение прямолинейной опоры в полярной системе координат:
где X — угол, задающий перпендикуляр к опоре (Х1 = 180° + а1; Х2 = 360° — — а2).
Найдем точки контакта заготовки с опорами, установив ее в требуемое положение. Очевидно, что это будут те точки на профиле заготовки, которые наиболее близко расположены к опоре. Определим зазор между опорой и заготовкой в исходном положении, выраженный величиной А’ и полярным углом Р, на основе процедуры минимизации:
A’= {r — r} ^ max. (6.4)
В выражении (6.4) индексы, относящиеся к правой и левой опоре, для упрощения опущены. Величина A’ может принимать как положительное, так и отрицательное значение.
Считаем, что заготовка одновременно и постоянно находится в точечном контакте с обеими опорами. Поэтому при базировании она должна последовательно перемещаться по опорам на величины Ai и A2, которые представляют собой проекции Д’ и Д’ на углы а2 и а1 противолежащих опор. Выражения для проекций определим из соотношений:
![]() [A = A'[sin( Pj +а2) + cos( ^ +а2 )ctg( а +а2 )}•
[A = A'[sin( Pj +а2) + cos( ^ +а2 )ctg( а +а2 )}•
( Д2 = Д2 [sin(р2 + а1) + COs(р2 + а1 )ctg(а1 + а2 Л
 |
|
Окончательно положение центра О1 заготовки после смещения по опорам находим векторным сложением смещений А1 и A2. Радиус-вектор центра О1 заготовки определим по формуле:
Для оценки погрешности представленной математической модели воспользуемся решением обратной задачи — повторным расчетом величин зазора между заготовкой и опорами по зависимости (6.4) после базирования с использованием формул (6.1), (6.3) — (6.6). Относительная погрешность расчета представляет собой отношение зазора, полученного после расчетного базирования, к величине отклонения от круглости заготовки. Для рассмотренной модели расчетная погрешность не превышает 0,5 %.
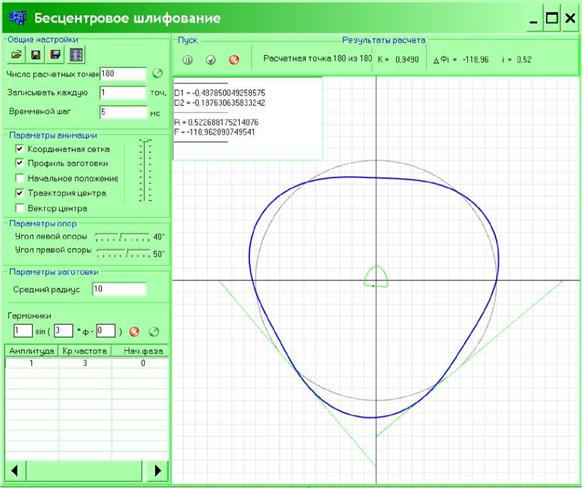
Методика расчета бесцентрового базирования реализована в виде программы на языке C++ Builder. На рис. 6.2 приведен интерфейс программы, которая позволяет определить все параметры по формулам (6.1) — (6.6) в пошаговом режиме с полной визуализацией, а также анимировать процесс базирования. Для удобства пользователя профиль заготовки и наладочные углы опор задаются в интерактивном режиме. Предусмотрена возможность сохранения и загрузки сохраненных профилей заготовки (если используется реальный профиль с большим числом гармоник). В качестве основного результата расчета выводится значение критерия К.
При анализе бесцентрового базирования наибольший интерес представляет траектория движения центра заготовки при ее вращении. Траектория движения каждой точки на профиле заготовки будет кривой, конгруэнтной траектории центра с учетом ее радиуса. Таким образом, именно траектория центра заготовки определяет форму и величину отклонения профиля поперечного сечения после бесцентрового шлифования с поперечной подачей.
|
Рис. 6.2. Интерфейс программы для расчета базирования при бесцентровом шлифовании с поперечной подачей |
В табл. 6.1 даны примеры расчетной траектории центра заготовки, имеющей отклонение формы в виде 2-, 3-, 4- и 5-й гармоник, при одном обороте в зависимости от наладочных углов опор. В качестве переменного параметра выступает суммарный угол наладки а = аі + а2, так как отдельные значения а1 и а2 влияют только на начало отсчета полярного угла при вращении заготовки. В силу периодичности отклонений формы, полученные траектории за один оборот повторяются число раз, равное номеру рассматриваемой гармоники. Приведенные траектории симметричны относительно вертикальной оси Y в связи с тем, что начальные фазы гармоник взяты равными нулю и углы опор приняты равными а1 = а2.
Для 2-, 3-, 4- и 5-й гармоник также рассчитан критерий К точности базирования в зависимости от наладочных углов опор. Результаты расчета представлены в табл. 6.2 для числа точек на траектории к = 180. Анализ показал, что увеличение числа точек на траектории с 36 до 180 приводит к уточнению величины К в пределах 0,5 %, а дальнейшее увеличение числа точек влияет на точность расчета К только в пределах 0,01 % от значения амплитуды соответствующей гармоники.
Таблица 6.1
 |
 |
 |
|
Траектории движения центра заготовки при бесцентровом шлифовании
|
Таблица 6.2 Критерий К при бесцентровом шлифовании с поперечной подачей
|
Траектории движения центра при бесцентровом базировании при малых углах а имеют вытянутую по оси Y форму, а при больших углах — вытянутую по оси Х (при нулевой начальной фазе гармоники). При траектории в виде линии (2-я гармоника, а = 90°; 3-я гармоника, а = 60, 120°; 4-я гармоника, а = 90, 120°) центр заготовки дважды проходит данную траекторию.
При большинстве наладок преобладают траектории овальной и трехгранной форм, что и обусловливает появление таких погрешностей на заготовке после бесцентрового шлифования. Указанные кривые при гармоническом анализе представляют собой спектр гармоник, а овальность лишь в первом приближении может ассоциироваться со 2-й гармоникой. Проведенные численные эксперименты не выявили каких-либо закономерностей между траекторией и углами наладки опор при рассмотрении отдельных гармоник. Исследование точности базирования по критерию К установило, что для 2-, 3-, 4-, 5-й гармоник оптимальные углы наладки а находятся в интервале от 80 до 110°. Для приведенных примеров при а = 40 — 150° значение критерия К изменяется от 0,72 до 1,74. Таким образом, оптимальная наладка позволяет уменьшить погрешность базирования по сравнению с исходной погрешностью базового профиля заготовки на 30 %, в то время как нерациональная наладка способствует увеличению данной погрешности до 2 раз.
Проведенные эксперименты позволяют сделать следующие выводы:
• процесс базирования при бесцентровом шлифовании с поперечной подачей является управляемым — оптимальная наладка углов опор станка позволяет уменьшить погрешность базирования по сравнению с исходной погрешностью базового профиля заготовки;
• характерные формы траектории при вращении центра заготовки — овальная и трехгранная; признаком нерациональной наладки станка следует считать существенное доминирование амплитуды 2-й гармоники по сравнению с остальными гармониками;
• при неизвестных «априори» отклонениях формы заготовки для минимизации 2-, 3-, 4- и 5-й гармоник оптимальные углы наладки неподвижных опор необходимо назначать от 80 до 110°.
• бесцентровый шлифовальный станок целесообразно налаживать на конкретную партию заготовок с вероятностным законом распределения погрешностей формы, а задачу оптимизации углов опор решать на основе статистического моделирования.