
Для контроля точных мелких деталей сложной конфигурации применяют теневой проектор (рис. 159, а) — разновидность микроскопа, у которого теневое изображение детали проектируется не на окулярную сетку, а на экран.
Измерения на проекторе осуществляют тремя способами: сличением теневого изображения контура детали с контуром чертежа и измерением теневого изображения детали на экране с помощью отсчетных устройств предметного стола и с помощью точной масштабной стеклянной линейки.
К достоинствам первого способа следует отнести возможность контроля не только размеров, но и профиля детали, быстроту контроля и его экономичность. Недостатком этого способа является ограниченность поля зрения: для сравнения с чертежом необходимо, чтобы деталь полностью умещалась в поле проектора. Точность измерения зависит от точности изготовления чертежа, оптического искажения изображения контура детали на экране и
точности совмещения теневого изображения контура с линиями чертежа.
Порядок измерения детали по второму способу тот же, что и на инструментальном микроскопе. Точность измерения зависит
|
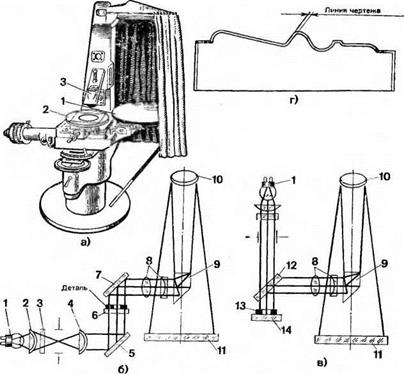
Рис. 159. Теневой проектор: о —общий вид. б. в — оптические схемы проектора, г — схема измерительного шаблона |
главным образом от точности элементов стола и его отсчетных приспособлений, величины оптического искажения теневого изображения на экране и точности визирования. Точность измерения третьим способом зависит от точности линейки.
Основные узлы теневого проектора — осветительный (лампа, конденсатор), измерительный и проекционный (объектив, главное зеркало, экран). Прибором можно измерить плоские детали (например, лекала, шаблоны, матрицы, кулачки, фасонные резцы) в проходящем и фасонные детали в отраженном свете.
При измерении в проходящем свете (рис. 159,6) лучи от источника света 1 проходят через линзы постоянного конденсатора 2, теплоизолирующее стекло 3, линзы сменного конденсатора 4 и падают на зеркало 5. Отразившись от зеркала, луч проходит через стеклянную пластину 6 измерительного стола, на котором лежит измеряемая деталь, и падает на зеркало 7. Отраженный зеркалом, луч попадает в объектив 8 и далее через призму 9 и главное зеркало 10 — иа стол 11.
При работе в отраженном свете (рис. 159, в) вместо зеркала 7 устанавливают полупрозрачную пластину 12, а над ней — осветитель с постоянным конденсатором. Луч от осветителя проходит через полупрозрачную пластину и отражается от поверхности измеряемой детали 13, лежащей на столе 14. Частично отразившись от пластины 12, луч света попадает в объектив 8 и далее через призму 9 и зеркало 10 — на стол 11.
Измерительным инструментом или калибром для проверки размеров детали на проекторе является шаблон (рис. 159,а), который вычерчивают в увеличенном масштабе по контуру детали на плотной бумаге или на мягком листовом металле и вырезают. Масштаб увеличения в зависимости от величины светлого поля проектора и размеров детали может быть 10-, 20- или 50-кратным. Чем крупнее шаблон, тем точнее результаты измерения. Поле допуска размера на шаблоне образуется двумя линиями, вычерченными по минимальному и максимальному размерам детали. При узком поле допуска, когда нельзя провести две линии, ограничиваются одной жирной линией.
Чертеж (шаблон) проверяемой детали кладут на стол проектора, а проверяемую деталь — на стол каретки проектора. Регулируют резкость изображения тени детали на шаблоне фокусировкой объектива и перемещают шаблон с помощью микрометрического винта до совмещения контуров тени детали с контурами шаблона.
После окончательной установки шаблона и детали по выбранным базам визуально проверяют все элементы детали. Если ее размеры не выходят за пределы допуска, деталь считают годной; в противном случае необходимо измерить отклонения от допуска масштабной линейкой или штангенциркулем и разделить полученное число на масштаб увеличения. Частное от деления дает величину отклонения размера детали от заданного. Измерение точных деталей сложной конфигурации на проекторе проще и нагляднее измерений на других приборах. Большие масштабные увеличения и удобство работы на горизонтальном столе-экране позволяют быстро контролировать детали; наличие измерительного стола с отсчетными механизмами гарантирует высокую точность измерений.