
В слесарно-лекальные работы входит измерение сложных мелких шаблонов, профиль которых образован вогнутыми и выпуклыми дугами, сопряженными с наклонными прямыми линиями. При измерении профиля шаблон укладывают на предметное стекло стола 7 микроскопа (рис. 151) и устанавливают угломерную оку —
лярпую головку. Вращая винт поворота головки, совмещают вертикальную штриховую линию сетки с изображением одной стороны профиля шаблона 8. Отмечают показания шкалы микрометрического винта 17 (рис. 152). Затем с помощью этого винта перемещают каретку /, смонтированную на основании 14, рукоятками 15 и
![]()
 16 в поперечном и продольном направлениях до тех пор, пока профиль окулярной сетки не совпадет с изображением профиля шаблона.
16 в поперечном и продольном направлениях до тех пор, пока профиль окулярной сетки не совпадет с изображением профиля шаблона.
 В процессе измерения при необходимости между кареткой 1 и микрометрическим винтом 12 укладывают набор блоков плиток концевых мер 13. Величина поперечного перемещения каретки со столиком 2 и шаблоном (разность первого и второго измерений) дает размер среднего шага профиля зуба шаблона, и при измерении этот же размер повторяют на другой стороне профиля зуба. При измерении шага зубьев шаблона сетку угломерной головки устанавливают, как и в предыдущем случае, отмечая показания шкалы микрометрического винта 12. Перемещая каретку /, совмещают профиль следующего зуба с вертикальной штриховой линией сетки. По разности двух измерений определяют шаг каждого из профилей зубьев в шаблоне 8 (см. рис. 115). Для измерения профилей таких шаблонов на микроскопе имеется приспособление— кронштейн 3 (рис. 152), перемещающийся по стойке 8 с помощью винтов 9, 10 и 11 и фиксирующего винта 7, на котором установлена и закреплена головка с набором линз 4 и 5.
В процессе измерения при необходимости между кареткой 1 и микрометрическим винтом 12 укладывают набор блоков плиток концевых мер 13. Величина поперечного перемещения каретки со столиком 2 и шаблоном (разность первого и второго измерений) дает размер среднего шага профиля зуба шаблона, и при измерении этот же размер повторяют на другой стороне профиля зуба. При измерении шага зубьев шаблона сетку угломерной головки устанавливают, как и в предыдущем случае, отмечая показания шкалы микрометрического винта 12. Перемещая каретку /, совмещают профиль следующего зуба с вертикальной штриховой линией сетки. По разности двух измерений определяют шаг каждого из профилей зубьев в шаблоне 8 (см. рис. 115). Для измерения профилей таких шаблонов на микроскопе имеется приспособление— кронштейн 3 (рис. 152), перемещающийся по стойке 8 с помощью винтов 9, 10 и 11 и фиксирующего винта 7, на котором установлена и закреплена головка с набором линз 4 и 5.
Для измерения теневого изображения в кронштейн микроскопа вставляют проекционную головку с набором линз. При измерении на стекло экрана микроскопа укладывают увеличенный в 10 раз чертеж шаблона (кальки) и включают осветитель. Измеряемый
шаблон, лежащий на столике 7 (см. рис. 151), освещается снизу лампой 1. Свет от лампы, проходя через параболическую линзу 2, стеклянную пластину 3 и линзу 4, отражается от зеркала 5 и через линзу 6 освещает изображаемую часть шаблона. Далее луч света попадает в фокулярную плоскость и на предохранительные стекла 11 окуляра, состоящего из призмы 12, проекционной линзы 13 и призмы 14. Затем луч изменяет направление под углом 90° и падает на зеркало 15 и экран головки 16. Здесь получается четкое изображение 17 измеряемого профиля шаблона. Путем сопоставления изображения на экране с чертежом определяют погрешности обработки шаблонов.
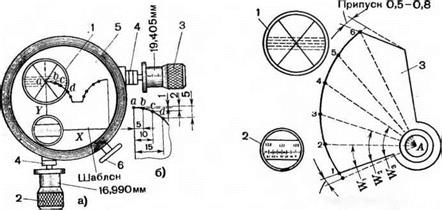
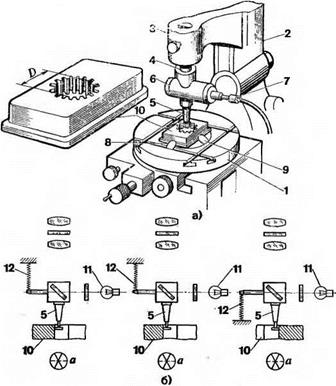
Особый интерес представляет измерение профиля модульных шаблонов, заданного координатами различных точек профиля. Для измерения положения этих точек на профиле используют угломерную окулярную головку 1 (рис. 153). Вращая столик 5 с
![]()

 Припусн 0,3-0,5
Припусн 0,3-0,5
Рис. 153. Схема угломерной окулярной головки (а) и способы
помощью рукоятки 6 и перемещая каретку микроскопа в поперечном и продольном направлениях микрометрическими винтами 2 и 3, совмещают вертикальную штриховую линию сетки с осью у шаблона, а центр креста сетки — с точкой а шаблона. Отмечают показания шкал винтов 2 и 3 (в рассматриваемом случае 16; 990 и 19; 405 мм). Если размеры измеряемого шаблона превышают диапазоны микрометрических винтов, используют блок концевых мер 4, уложенный в рамер на специальных планках между столиком и кареткой микроскопа.
Измерение шаблона производится следующим образом. Точку а принимаем за начало отсчета (центр координат). Пусть координаты остальных точек профиля относительно а будут: х=5 мм, у= 1 мм для точки Ь; х=10 мм, у=2 мм для точки, с; х=15 мм, у=5 мм для точки d. Для измерения положения остальных точек профиля перемещаем столик микроскопа в двух взаимно перпен
дикулярных направлениях на указанные выше размеры. Если шаблон выполнен правильно, то центр креста окулярной сетки микроскопа совпадает с соответствующей точкой профиля шаблона.
На рис. 154 показан способ измерения копира 3, профиль которого имеет форму спирали, заданной полярными координатами под определенными углами Wi, W2, W3, и т. д. В отличие от предыдущего данный способ измерения отличается тем, что в первую очередь устанавливают и закрепляют на тубусе 3 кронштейна 10 (см. рис. 152) осветитель (см. рис. 156), состоящий из корпуса 1, панели 2 с лампами 3, винта 4 и предназначенный для подсвечивания контура отверстия копира, после чего на предметное стекло столика 2 микроскопа (см. рис. 152) укладывают копир и приклеивают его в нескольких местах мастикой. Затем с помощью рукоятки 15, вращая стол 2 с помощью микровинтов 12 и 15, перемещая каретку 1 микроскопа, центрируют (обкатывают) отверстие копира, непрерывно подсвечивая его профиль. Копир перемещают по стеклу столика 2 до тех пор, пока точка А (рис. 154) в отверстии копира не совпадет с центром креста сетки окулярной головки 1. После этого на окулярной угломерной головке 2 записывают фактический размер, совпавший с точкой а, учитывая при этом припуск 0,3—0,5 мм для окончательной обработки и доводки выпуклого спиралеобразного профиля копира. Далее, вращая рукоятку 15 (см. рис. 152), поворачивают столик 2 и, одновременно вращая микровинты 12 и 17, перемещают в продольном и поперечном направлениях каретку 1 со столиком и копиром. Штриховые линии сетки окулярной головки 5 (см. рис. 153) совмещают с профилем копира до тех пор, пока центр креста сетки окуляра совпадет с контрольной точкой а.
Убедившись, что копир установлен точно на столе микроскопа, приступают к измерению всего профиля копира. Медленно вращая окулярную угломерную головку микроскопа, устанавливают ее нулевую шкалу в точке 1 (см. рис. 154), затем, вращая микровинты 12 и 17 и рукоятку 15 столика 2 (см. рис. 152), устанавливают требуемый угол Wi на профиле копира (см. рис. 154) согласно показаниям угломерной шкалы окулярной головки микроскопа с таким расчетом, чтобы линия угла Wt совпала с точкой 2, после чего записывают размер. Далее этим же способом с одной установки, вращая окулярную угломерную головку и столик с копиром, а также микровинты, перемещают каретку микроскопа и измеряют второй угол W2 до пересечения точки 3 и т. д. Манипуляции повторяют до тех пор, пока не определится точный спиралеобразный профиль копира.
На рис. 155, а изображена приставная проекционная фотоголовка для фотографирования измеряемых профилей шаблонов и деталей на микроскопе. Перед началом работы с корпуса подвижной пластины 2 кронштейна 5 микроскопа снимают окулярную головку и на ее место устанавливают трубку проекционной головки 1. Затем на столик укладывают шаблон или деталь и включают лампу 3 осветителя. Луч от лампы, проходя через параболическую
 |
линзу 2 (см. рис. 151), стеклянную пластину 3 и линзу 4, отражается от зеркала 5, проходит через линзу 6 и освещает измеряемую часть шаблона или детали. Далее луч попадает в объектив 9 и призму 12 (рис. 155, б), где изменяет направление и поступает на фокулярную плоскость и на предохранительные стекла 11 окуляра, представляющего собой призму 10. Здесь луч света снова изменяет направление, попадая в линзы 9, 8 и 7, а затем — в проекционное
Рис. 155. Приставная проекци-
фотоустройство, и дает зеркальное (обратное) изображение профиля шаблона или детали.
На рис. 156 показан осветитель, с помощью которого подсвечивают (в проходящем свете) профили матриц штампов пресс — форм и сложные контуры шаблонов и деталей в процессе измерения на микроскопе. Осветитель имеет четыре лампы 3 (36 В) и включается в электрическую сеть соответствующего напряжения. В процессе измерения профиля шаблона или детали абажур 1 со втулкой 2 устанавливают на трубку тубуса микроскопа и закрепляют винтом 4.
Окулярная угломерная головка 3 (рис. 157, а) предназначена для линейных и угловых измерений и является наиболее существенной частью микроскопа. Внутри корпуса головки имеется стеклянная пластина со штриховой сеткой 4 и лимб 5, разделенный по окружности на 360 равных частей. Пластина со штриховой сеткой и лимб градусной шкалы жестко связаны и имеют общий центр вращения на оптической оси микроскопа. Штриховая сетка наблюдается в окуляр микроскопа, а градусная шкала головки 1 и минутная шкала неподвижной пластины 2 — в угломерный окуляр микроскопа. Освещенная часть лимба окулярной головки проектируется на минутную шкалу, 60 делений которой соответствуют од-
Окулярная угломерная головка съемная и может быть заменена головкой двойного изображения или одной из револьверных головок. Револьверная головка с набором профилей метрической и дюймовой резьб предназначена для измерения угла, высоты и наклона профиля резьбы, шага и среднего диаметра резьбы. Контур измеряемой детали проектируется объективом микроскопа на стеклянный диск, на котором нанесены штриховые контуры профилей метрической резьбы для шага от 0,2 до 6 мм и дюймовой резьбы от 24 до 4 ниток на дюйм. Картина, наблюдаемая через окуляр головки, показана на рис. 157, б.
 Револьверную головку с дугами разной кривизны, окулярную головку двойного изображения и револьверную головку с набором профилей метрической и дюймовой резьб закрепляют на приборе так же, как и окулярную угломерную головку. Револьверная головка предназначена для определения радиусов закруглений деталей. Контур закругления проектируется объективом микроскопа на стеклянный диск, на котором нанесены профили дуг. Картина, наблюдаемая через окуляр головки при измерении радиуса закругления детали, представлена на рис. 157, в. Увеличение окуляра составляет 10х. Головка рассчитана на применение объективов с увеличением Iх и 3х. Вращение диска осуществляется с помощью маховичка.
Револьверную головку с дугами разной кривизны, окулярную головку двойного изображения и револьверную головку с набором профилей метрической и дюймовой резьб закрепляют на приборе так же, как и окулярную угломерную головку. Револьверная головка предназначена для определения радиусов закруглений деталей. Контур закругления проектируется объективом микроскопа на стеклянный диск, на котором нанесены профили дуг. Картина, наблюдаемая через окуляр головки при измерении радиуса закругления детали, представлена на рис. 157, в. Увеличение окуляра составляет 10х. Головка рассчитана на применение объективов с увеличением Iх и 3х. Вращение диска осуществляется с помощью маховичка.
Измерение радиусов и дуг закруглений в деталях с помощью контактного приспособления, установленного на микроскопе, про
изводят таким же образом, как и с окулярной угломерной головкой. Измеряемую деталь кладут на стол и видимый ее контур совмещают с наиболее точно совпадающим по контуру штриховым профилем в окуляре микроскопа.
Контактное приспособление (рис. 158,а) предназначается глав-
|
Рис. 158. Универсальное контактное приспособление (а) и его схема (б) |
ным образом для измерения внутренних размеров детали. Оно комплектуется двумя мерительными наконечниками 5 диаметром 8 и 3,5 мм, которые применяют также и при измерении наружных размеров деталей, когда визирование производят с помощью микроскопа в точках, между которыми измеряется расстояние. При измерении необходимо пользоваться объективом с увеличением 3х.
Корпус 6 приспособления закрепляют на тубусе 4 кронштейна 3 и колонке 2; качающийся на горизонтальной оси наконечник 5 имеет на свободном конце сферическую измерительную поверхность. На другом его конце закреплено плоское зеркало под углом 45° к оптической оси микроскопа. Зеркало отражает штриховую сетку (биссектор), заключенную в корпусе 6 и’освещаемую лампочкой 11, вмонтированной в головке 7 приспособления. Изо
бражение биссектора приспособления попадает в основную окулярную сетку микроскопа. При отклонении наконечника 5 от среднего положения изображение биссектора приспособления перемещается относительно перекрестия нитей окулярной сетки (см. рис. 154).
Резкость изображения биссектора регулируется поворотом корпуса 6 (рис. 158, а). Наконечник 5 под действием пружины 12 (рис. 158,6) оттягивается вправо или влево. Направление действия пружины меняется при повороте измеряемой детали 10.
Комбинированный способ измерения отверстий и наружных диаметров деталей методом обкатывания с помощью контактного приспособления на микроскопе производят в такой последовательности. Измеряемую деталь 10 укладывают и закрепляют с двух сторон (в точках 8 и 9) на столе 1 микроскопа, затем наконечник 5 вводят внутрь детали 10 и пружиной 12 прижимают к поверхности детали. Микровинтом продольного перемещения стола добиваются положения, при котором штрихи окулярной сетки микроскопа будут находиться точно между нитями сетки приспособления 6. Перемещая в поперечном направлении стол микроскопа в ту или другую сторону и следя за положением нитей сеток, убеждаются в том, что точка касания измерительного наконечника 5 с внутренней поверхностью детали 10 лежит на ее диаметре (а не на хорде).
После необходимого совмещения нитей сеток производят отсчет по шкале барабана микровинта продольного перемещения. Затем поворотом детали меняют направление действия пружины 12 и перемещают стол 1 в продольном направлении до тех ‘пор, пока наконечник 5 не коснется внутренней поверхности отверстия детали с другой стороны. Добившись совмещения нитей окулярной сетки микроскопа и биссектора приспособления, производят второй отсчет по той же шкале. Разность отсчетов плюс величина диаметра наконечника 5 определят измеряемый диаметр отверстия в детали.
Установлены следующие нормы точности (допустимые отклонения) при измерении на микроскопе.
![]()
 1. Прямолинейность движения стола в пределах всего его хода в продольном и поперечном направлениях….
1. Прямолинейность движения стола в пределах всего его хода в продольном и поперечном направлениях….
2 Взаимная перпендикулярность направления движения салазок (продольных и поперечных) .
3. Суммарная погрешность показаний прибора
при измерении микрометрическими парами продольных и поперечных салазок, считая от нуля до любого деления (исключая мертвый ход)……………………………………………………………………………………
4. Мертвый ход в микрометрических парах.
5. Погрешность показаний прибора при приме
нении только одних плоскопараллельных концевых мер длины
6. Прямолинейность движения тубуса микроско
па и перпендикулярность направления его перемещения относительно плоскости стола в «нулевом» положении колонки при наводке с помощью реечного механизма……….. ‘…..
7. Боковое смещение точки наводки микроскопа при его наклоне около оси колонки на предельный угол в случае, когда объект наводки лежит в горизонтальной плоскости, проходящей через ось центров 0,004 мм
8.  Боковое смещение точки наводки микроскопа при его наклоне относительно оси колонки на предельный угол в случае, когда объект наводки лежит в плоскости биссектрисы угла установочной призмы
Боковое смещение точки наводки микроскопа при его наклоне относительно оси колонки на предельный угол в случае, когда объект наводки лежит в плоскости биссектрисы угла установочной призмы
Точность и надежность работы микроскопа зависят от его исправности, правильного обращения и выбора правильного метода работы. Для предохранения рабочих поверхностей прибора от коррозии их следует протирать слегка промасленной салфеткой так, чтобы на поверхности оставалась тонкая пленка. В случае длительной эксплуатации прибора необходимо периодически проверять плавность ходов всех подвижных механизмов и смазывать трущиеся части специальными смазками для оптико-механических приборов. Перед началом работы на приборе необходимо проверить совпадение нулевой установки лимба и пунктирного штриха сетки поля зрения основного окуляра с направлением продольного движения стола. Проверку необходимо проводить периодически.
При чистке с наружных поверхностей оптических деталей сначала смахивают пыль мягкой волосяной кисточкой, обдувают струей воздуха из резиновой груши, а затем протирают чистым ватным тампоном, слегка смоченным в гидролизном спирте-ректификате. Тампон необходимо заменять после каждой протирки.
По окончании работы приспособления укладывают в ящик, а микроскоп закрывают полиэтиленовым чехлом.