
Профильное шлифование пуансонов и матриц роторных штампов. Пуансоны и матрицы, для роторных штампов, состоящие из. отдельных сегментов и обработанные фасонным шлифованием на плоскошлифовальных станках, значительно экономичнее и долговечнее аналогичных штампов, изготовленных вручную. Например,, стойкость их при вырубке деталей из трансформаторного железа колеблется от 250 000 до 500 000 шт.
На рис. 118, а, б показаны формы профилей и размеры пуансонов роторного штампа.
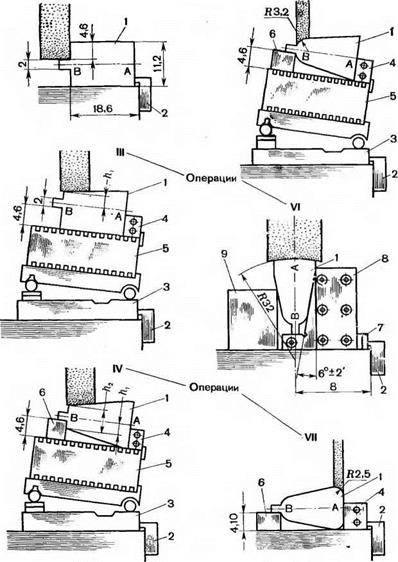
Шлифование профиля таких пуансонов выполняют в следующем порядке (первый способ). Отшлифовав базовые поверхности заготовок пуансонов 1 (рис. 119), их укладывают на магнитную плиту в ряд одна к другой, прижимая плоскостью А к упорному угольнику 2. После этого запрофилированным торцом обычного круга шириной до 7—8 мм шлифуют выступы заготовки в виде плечиков, чтобы удобнее было проверять микрометром размеры шлифуемых участков (операция II).
Сначала шлифуют с двух сторон торец и поверхность уступа до размера 18,6 мм на глубину 4,6 мм. В результате образуется выступ толщиной 2 мм, симметрично расположенный относительно оси пуансона. Затем начинают шлифовать наклонные участки. Для этого на магнитную плиту станка устанавливают с упором в угольник 2 синусный столик S с электромагнитной двухпЬворотной плитой 5, предварительно придав ему с помощью концевых мер наклон под углом 6°. На плиту 5 кладут магнитопроводящую плиту и пуансоны 1. Отшлифовав одну наклонную поверхность (операция III) и убедившись, что расчетный технологический размер hi выдержан, приступают к шлифованию другой наклбнной поверхности. Для этого пуансоны переворачивают так, чтобы плоскость А упиралась в плиту 4, а нижняя плоскость выступа лежала на пла
стине 6, отшлифованной в размер 4,6 мм (операция IV). Такая установка сложных деталей обеспечивает не только хорошую устойчивость при их обработке и контроле, но и соосность сторон по отношению к осевой линии профиля пуансона.
Закончив шлифование двух наклонных поверхностей и проверив размер кг, шлифуют участки профиля, образованные дугой радиусом 3,2 мм. Для этого, не изменяя установки синусного столика с уложенными на нем пуансонами, отводят стол станка в такое положение, чтобы на магнитную плиту можно было поставить
 приспособление для профилирования шлифовального круга. Профилирование надо производить так, чтобы на периферии круга получить выемку в форме полуокружности. При шлифовании пуансона запрофилированным кругом (операция V), необходимо следить за точностью сопряжения обрабатываемого участка с другими участками профиля, а также за тем, чтобы круг не врезался в пуансон.
приспособление для профилирования шлифовального круга. Профилирование надо производить так, чтобы на периферии круга получить выемку в форме полуокружности. При шлифовании пуансона запрофилированным кругом (операция V), необходимо следить за точностью сопряжения обрабатываемого участка с другими участками профиля, а также за тем, чтобы круг не врезался в пуансон.
Круг для обработки участка профиля, образованного дугой радиусом 3,2 мм (операция VI), профилируют с помощью приспособления, которое устанавливают на стол станка с упором в угольник 2. Обрабатываемый пуансон кладут на магнитопроводящую призму 8, устанавливаемую с упором в угольник 2 и по блоку концевых мер 7. Оси симметрии пуансона и профиля шлифовального круга должны совпадать, т. е. при установке пуансона относительно стола и круга должно быть точно выдержано расстояние В. Для большей устойчивости пуансон кладут на — стол станка и прижимают к нему пластину 9. В процессе шлифования следует периодически проверять общую длину пуансона (20,35 мм).
Закончив шлифование участка профиля, образованного дугой радиусом 3,2 мм, на станок устанавливают круг и профилируют его с образованием дуговой поверхности радиусом 2,5 мм. После этого снимают заправочное приспособление и на его место устанавливают с упором в угольник 2 магнитопроводящую плиту 4 и пуансон 1, на котором шлифуют участок профиля, образованный
дугой радиусом 2,5 мм (операция VII). После окончательной обработки профиль пуансоиа контролируют на теневом проекторе или с помощью двух выработок.
Пуансоны 1 и матрицы 2, собранные из сегментов в обойме (рис. 120, а, б), изготовляют из стали Х12 и обрабатывают фа-
|
■ і_________________ Операции ———————— v
Рис. 119. Приемы шлифования пуансонов роторного штампа на синусной плите |
сонным шлифованием. Они имеют стойкость от 1 до 5 млн. деталей. При этом рабочие части матрицы и пуансонов работают до полного износа без ремонта штампа (только с периодическим шлифованием их поверхности).
 Второй способ фасонного шлифования профиля пуансона роторного штампа (рис. 121) основан на использовании магнитопроводящих призм, специально изготовленных для этих работ. Применение призм особенно выгодно при серийном изготовлении роторных и статорных штампов в электропромышленности и приборостроении.
Второй способ фасонного шлифования профиля пуансона роторного штампа (рис. 121) основан на использовании магнитопроводящих призм, специально изготовленных для этих работ. Применение призм особенно выгодно при серийном изготовлении роторных и статорных штампов в электропромышленности и приборостроении.
Отшлифованные заготовки пуансонов 1 укладывают на магнитопроводящую призму 4 но нескольку штук (в зависимости от длины призмы) в ряд и прижимают плоскостью В к магнитопроводящей призме 2, устанавленной на электромагнитной плите, и к угольнику 3. После этого обычным кругом с запрофили — рованным торцом шлифуют поверхность А (операция II). Затем заготовки снимают и укладывают на магнитопроводящие призмы 5 к 6, имеющие другой угол наклона, и шлифуют плоскость Б (операция III) до размера 6,7 мм.
 |
Закончив шлифование вторых наклонных плоскостей под уг-
лом 25° и проверив размер 6,7 мм, приступают к шлифованию участков, профиль которых образован дугой радиусом 6,2 мм. Для этого сначала снимают с плиты призмы и поднимают шлифовальный круг так, чтобы можно было поставить приспособление для его профилирования. Профилирование производят так, чтобы на пе
риферии круга получилась выемка дугой, равной четверти окружности, и участок, наклоненный к оси вращения круга под углом 25—30°, с тем чтобы при шлифовании не было врезания круга в пуансон. Затем снимают приспособление с плиты и устанавлива-
|
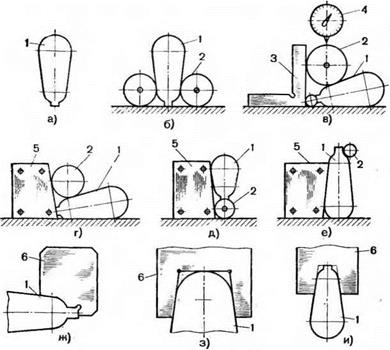
Рис. 122. Приемы контроля профилей пуансонов роторных штампов: с — профиль пуансона, б — измерение толщины пуансона с помощью ролика, в — измерение боковых наклонных поверхностей с помощью роликов, контрольного угольника и индикаторной головки, г, д, е — измерение боковых наклонных поверхностей с помощью роликов и магнитопроводящнх призм, ж, з, и — измерение общего профиля пуансона с помощью шаблонов-выработок и шаблонов-полупройм |
ют магнитопроводящую призму 4 и кубик 8, между которыми помещают ролик 7. При упоре торпа пуансона в ролик обеспечивается правильность сопряжения пуансона с роликом (операция IV).
Закончив шлифование первого дугообразного участка пуансона, приступают к шлифованию его второго участка (операция V), чтобы получить дугообразный профиль радиусом 6,2 мм. При шлифовании пуансона необходимо следить за точностью сопряжения обрабатываемого участка профиля, а также за тем, чтобы круг не врезался в пуансон. Закончив шлифование полного участка профиля, образованного дугой радиусом 6,2 мм на пуансоне, устанавливают приспособление и профилируют круг для шлифования поверхности радиусом 3,4 мм. Затем приспособление снимают, устанавливают с упором в угольник 3 магнитопроводящую призму 2, призму 4 и прижимают пуансон кубиком 9, после чего шли
фуют участок профиля, образованный дугой радиусом 3,4 мм (операция VI).
 |
Аналогично шлифуют и второй участок профиля пуансона радиусом 3,4 мм (операция VII). При этом необходимо проверять, выработками профиль сопряжения и следить за тем, чтобы были выдержаны размеры выступа (2 и 3 мм). В процессе шлифования
периодически контролируют профиль пуансона 1 (рис. 122) с помощью роликов 2, контрольного угольника 3, индикатора 4, магнитопроводящих призм 5 и шаблонов 6, используя технологические расчеты.
Шлифование рабочих поверхностей сборных матриц вырубньи штампов рекомендуется производить на плоскошлифовальном: станке. Рабочие поверхности многогнездных пуансонов-матриц 11 (рис. 123,а), собранных из отдельных секций 12, рекомендуется шлифовать (затачивать) в собранном виде с помощью абразивного кружка 10, закрепленного гайкой 13 (рис. 123, б) на удлиненной оправке 9, установленной в шпинделе 8 плоскошлифовального станка. Перед шлифованием необходимо проверить крепление болтами 3 (см. рис. 123, а) электромагнитной плиты 2 на столе 1 плоскошлифовального станка. Затем торцом круга слегка шлифуют упорную поверхность угольника 4 и поверхность магнитной пли-
ты 2, устанавливают с упором в угольник 4 плиту 5 штампа и включают магнит. С помощью маховичка поперечного перемещения стола отводят шпиндельную головку 7 и устанавливают на шпиндель 8 оправку 9 (рис. 123,6) с закрепленным на ней абразивным кружком 10. Вращая маховички вертикального, поперечного и про-
|
Рис. 124. Приемы шлифования (затачивания) поверхности матрицы вырубного штампа в блоке |
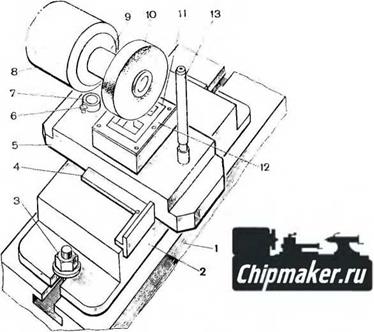
дольного перемещений стола и шпиндельной головки, подводят к рабочей поверхности пуансона-матрицы 11 абразивный кружок 10 и осторожно между колонками 6 шлифуют ее поверхность.
На рис. 124 показан другой способ шлифования периферией круга 10 сборной матрицы 12 со вставками 11, предназначенной для вырубки деталей из трансформаторного железа. Этот способ удобен и экономичен благодаря тому, что в нижней плите 5 штампа имеется только одна направляющая колонка 13, а роль второй колонки выполняет направляющая втулка 7, закрепленная винтом 6. Другая колонка запрессована в верхней плите блока штампа. Это дало возможность, не снимая матрицу 12 с нижней плиты штампа, затачивать поверхности в собранном виде.
Перед шлифованием рабочих поверхностей обоймы со вставкой необходимо проверить жесткость крепления болтами 3 магнитной плиты 2 на столе 1 плоскошлифовального станка,- после чего с магнитной плиты снимают упорный угольник и кругом 10 слегка шлифуют ее поверхность. Затем на нее укладывают двутавровый
угольник 4 и плиту 5 штампа так, чтобы боковая поверхность плиты была прижата к угольнику. Если плита штампа точно установлена на магнитной плите, включают станок и с помощью маховичков поперечной и продольной подач стола подводят плиту штампа к кругу 10 и, вращая маховичок вертикальной подачи шпинделя 8, осторожно опускают круг на обойму матрицы 12 и шлифуют ее поверхность с таким расчетом, чтобы круг 10 с оправкой 9 и выступ шпиндельной головки проходили между колонкой 13 и втулкой 7, не задевая их.
Шлифование матриц и пуансонов в сборе позволило повысить качество сборки штампов и увеличить срок их эксплуатации.