
§ 1. Контрольно-измерительный инструмент
для профильно-шлифовальных работ
В практике шлифовальных работ широко применяют плоскопараллельные концевые меры длины (плитки), с помощью которых производят не только измерение линейных размеров в деталях, но и установку синусных линеек на заданный угол при шлифовании наклонных поверхностей деталей. Кроме того, для наиболее точного измерения угловых поверхностей в шлифуемых деталях используют угловые мерные плитки (рис. 69). Они точнее нониусного инструмента и служат как для абсолютных измерений с точностью до 1 мкм, так и для менее точных относительных измерений, где используются в качестве эталонов.
Концевые меры изготовляют из легированной инструментальной стали X, ХГ в виде прямоугольных брусков (плиток). Плитки хранятся в специальном футляре 1 (рис. 69, а). При составлении из них блока плитки должны плотно прилегать одна к другой («слипаться»), т. е. притираться поверочными плоскостями (рис. 69, б).
|
Рис. 69. Набор плиток концевых мер (а) и прием их притирки друг к другу (б) |
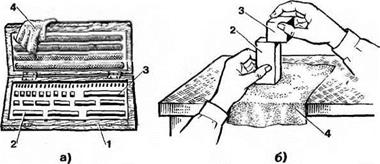
Перед тем как приступить к набору блока плиток концевых мер 2 и 3 и точно притереть их друг к другу, необходимо тщательно протереть их куском замши 4, а после их использования снова тщательно протереть, смазать техническим вазелином и уложить в гнезда футляра.
Притирку плиток осуществляют следующим образом. Взяв плитку 3 малого размера за боковые плоскости (рис. 69, б), накладывают ее на нижнюю большую 2 и притирают до полного контакта их измерительных поверхностей. Если после этого концевые меры не разъединяются, то плитки считаются притертыми. Для расширения области использования концевых мер к ним придаются различные принадлежности.
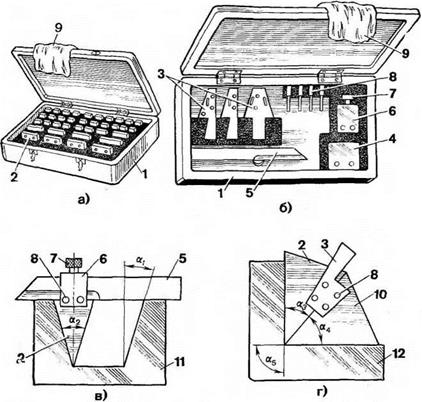
Угловые мерные плитки применяют для точного измерения углов и проверки угловых шаблонов. Плитки выпускают наборами 1 (рис. 70, а, б), чтобы можно было собирать из плиток блоки для измерения угла. Блоки скрепляют в специальных рамках-держателях. Плитки изготовляют из углеродистой стали X, ХГ в виде пластин 2 угловой формы (рис. 70, г) с углами а от 10 до 45° и державок 3.
На рис. 70, в показан способ измерения угла детали 11 с помощью угловой плитки 2 и лекальной линейки 5, установленной в хомутике 6 и закрепленной винтом 7. На рис. 70, г изображен прием измерения углового профиля детали 12 с помощью плиток 2 и 10, закрепленных в державке 3.
Приступая к проверке профиля детали, нужно пальцами левой руки захватить державку 3, а пальцами правой руки — деталь. После этого слегка выдвигают лекальную линейку 5 и закрепляют, ее винтом 7 в хомутике 6 или 4. Убедившись, что угловой блок, со-
|
стоящий из плиток 3 и 10, собран правильно (рис. 70, г), плитки закрепляют штифтами 8 в державке 3 и приступают к измерению углового профиля детали 12. При работе с плитками необходимо помнить, что их поврежденные поверхности теряют способность притираться одна к другой,
Рис. 70. Наборы угловых плиток (о) и державок для них (б) и приемы контроля профиля деталей с их помощью (в, г) |
плитки становятся негодными к употреблению. Не следует брать плитки грязными или потными руками, руки должны быть тщательно вымыты и насухо вытерты; плитку надо брать специальными щипцами с войлочными губками. Во время работы плитки необходимо класть только на деревянный поднос, покрытый чистой бумагой или замшей 9. По окончании работы плитки нужно промыть в бензине, протереть насухо чистыми тряпками или замшей и смазать бескислотным вазелином, после чего уложить их в соответствующие гнезда футляра. При смазывании и укладке плитки следует держать за нерабочие поверхности пальцами, смазанными вазелином, так как при длительном хранении без смазки плитки могут поржаветь, стать непригодными к эксплуатации.
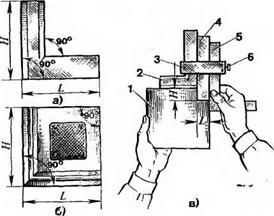
При слесарно-сборочных работах широко применяют кроме плиток угольники разных типов и лекальные линейки, предназначенные для проверки поверхностей деталей машин и оборудования в процессе их сборки. Выпускаются лекальные угольники УЛП (рис. 71, а) размерами: L=40, 60, 100 и 160 мм и Я—60, 100, 160 и 260 мм — нулевого класса точности; лекальные угольники УЛ типа квадратных плиток (рис. 71, б) размерами: L = 40, 60 и 100 мм и Я=60, 100 и 160 мм нулевого и 1-го классов точности; лекальные двутавровые угольники УЛШ размерами: L = 40, 60,100 и 160 мм и Я=60,100,160и250 мм 1-го и 2-го классов точности. На рис. 71, в показан комбинированный способ контроля линейных L и высот-
|
Рис. 71. Лекальные угольники (а, б) и прием контроля профиля детали с их помощью (в) |
|
|

ных И размеров на профиле детали 1 с помощью установочной мерной пластины 4, закрепленной винтом 6 в хомутике 3 между двух контрольных угольников 2 и 5.
На рис. 72, а показана лекальная поверочная линейка с дву сторонним скосом типа ЛД нулевого и 1-го классов точности еле дующих размеров: L—80, 125, 200, 320 и 500 мм; //=22, 27, 30, 40 и 50 мм; £=6,6; 8,8 и 10 мм. На рис. 72,6 показана специальная фасонная лекальная линейка с изогнутыми поверочными гранями L, Li и L2, с помощью которых можно проверять параллельность поверхностей между выступами на детали. На рис. 72, в показана лекальная трехгранная линейка типа ЛТ, выпускаемая двух размеров: L=200 и 300 мм, а—26 и 30 мм нулевого и 1-го классов точности.
При контроле поверхностей деталей большое значение имеет правильная установка линейки по отношению к проверяемой поверхности. При установке линейки левой рукой придерживают снизу деталь 1 (рис. 73), пальцами правой руки захватывают свер
|
|
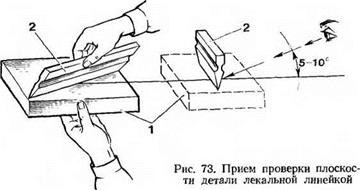
ху лекальную линейку 2 и осторожно прикладывают ее к плоскости детали в таком положении, чтобы грань линейки находилась под углом 5—10° к уровню глаза. Тогда но просвету между гранью линейки и поверхностью детали в местах ее неровностей (в виде гребешков из-под режущего инструмента) можно определить точность обработки.