
Основными элементами зубчатых колес, подлежащих контролю в цеховых условиях при зубошлифо — вании, являются окружной и основной шаг, смещение исходного контура, общая нормаль, радиальное биение зубчатого венца, направление зуба и его прямолинейность, постоянная хорда.
Измерение окружного шага Р. Окружным шагом называется расстояние между соседними одноименными профилями зубьев, измеренное по дуге окружности, близко расположенной к делительной. Измерение абсолютной величины окружного шага по делительной окружности не имеет практического значения, потому что кинематика зацепления зависит от разности соседних окружных шагов и накопленной погрешности. Колебания окружного шага проверяют шагомерами различных конструкций. В зависимости от конструкции шагомера измерительной базой могут быть: окружность выступов, впадин, торец и отверстие колеса.
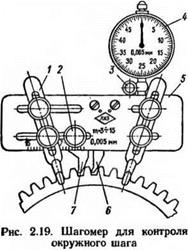 Конструкция шагомера, применяемого в цеховых условиях, показана на рис. 2.19. Шагомер состоит из корпуса 5, переставного движка 7, закрепленного в пазу корпуса винтом 2, и наконечника 6 со второй измерительной поверхностью. Перемещение наконечника 6 передается через угловой рычаг с отношением плеч 1:2 на индикатор 4; цена деления которого 0,005 мм. Индикатор закрепляется в державке 3. На лицевой стороне корпуса на-
Конструкция шагомера, применяемого в цеховых условиях, показана на рис. 2.19. Шагомер состоит из корпуса 5, переставного движка 7, закрепленного в пазу корпуса винтом 2, и наконечника 6 со второй измерительной поверхностью. Перемещение наконечника 6 передается через угловой рычаг с отношением плеч 1:2 на индикатор 4; цена деления которого 0,005 мм. Индикатор закрепляется в державке 3. На лицевой стороне корпуса на-
несена шкала, по которой приблизительно устанавливают движок на проверяемый модуль. В пазах корпуса закрепляют узлы для переставных опорных ножек 1. Базирование прибора при измерении осуществляется по окружности выступов и торцу колеса.
Колебания окружного шага цилиндрических зубчатых колес проверяют следующим образом. Устанавливают прибор по любому выбранному шагу на делительной окружности. Для этого неподвижный измерительный наконечник устанавливают по шкале на модуль контролируемого колеса. Опорные ножки 1 перемещают так, чтобы их радиусные поверхности касались головкой соседних зубьев по окружности выступов, а передние упоры были прижаты боковыми выступами к торцу зубчатого венца; затем дают натяг индикатору (так, чтобы маленькая стрелка была на втором делении) и ставят большую стрелку на нуль, переставляют прибор для измерения следующих окружных шагов по измеряемому колесу. Результаты измерения с соответствующими знаками (плюс или минус) записывают, по полученным отклонениям находят накопленную погрешность окружного шага.
Измерение основного шага Рв. Основным шагом называется расстояние между соседними одноименными профилями зубьев, измеренное по дуге основной окружности или по перпендикуляру (общей нормали) к соседним одноименным профилям. Плавность передачи определяют постоянной величиной основного шага. Измеряют его по линии зацепления. Для определения основного шага применяют различные шагомеры в зависимости от характера измерительного контакта.
 |
 |
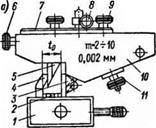
Шагомер (рис. 2.20, а, б) состоит из корпуса 10 с неподвижной 3 и подвижной 5 измерительной губкой. Подвижная губка через рычажную систему связана с мери-
Рис. 2.20. Шагомер для контроля основного шага
тельным наконечником 4 индикатора, закрепленного винтом 8. Передаточное отношение рычажной системы 1:5, цена деления индикатора равна 0,002 мм. Кроме того, подвижная губка 5 прикреплена на параллело — граммной подвеске к планке 7, перемещающейся вместе с губкой от гайки 6 и закрепляемой винтами 9. Упорную губку 13 устанавливают в требуемое положение винтом 11, она служит для лучшей ориентировки прибора. После закрепления планки 7 винтами 9 окончательно корректируют нулевое положение индикатора. Затем прибор переносят на измеряемое колесо (рис. 2.20, б).
Основной технической характеристикой зубомеров является размер измеряемых модулей. Например, шагомер конструкции Ленинградского инструментального завода (ЛИЗ) применяют для измерений зубчатых колес, модуль которых 2—10 мм.
Измерение основного шага Р„ состоит из следующих последовательных операций: 1) определяют номинальное значение основного шага (мм) по формуле Рв = jimcosa (для a ==20° Р„ — 2,9521т, где т — модуль, мм); 2) составляют блок из мерных плиток, равный номинальному значению основного шага; 3) собирают рамку 1 вместе с блоком мерных плиток 2 и устанавливают прибор, как указано на рис. 2.20, а; затем дают натяг индикатору 12, т. е. устанавливают маленькую стрелку на второе деление; большую стрелку устанавливают на нуль; 4) переносят прибор на колесо (рис. 2.20, б) и устанавливают упорную губку 13 отклонение индикатора от нуля фиксируют; затем измеряют три шага; причем сначала измеряют шаги по правым профилям зубьев, затем по левым (те же шаги).
Для получения стабильных показаний выполняют три одинаковых измерения в различных сечениях по длине зуба и результаты измерения заносят в отчет; затем находят среднее арифметическое из полученных показаний и сравнивают с допустимыми по ГОСТу отклонениями основного шага.
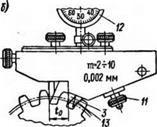
Измерение положения исходного контура. Исходный контур — контур зуборезной рейки, входящей в беззазорное зацепление с данным зубчатым колесом. Исходный контур зубчатого колеса показан на рис. 2.21. Смещение исходного контура определяет боковой зазор межцу нерабочими профилями зубьев, являющийся одним из важнейших конструкционных элементов зубчатой передачи. Положение исходного контура опереде-
|
|
ляют или непосредственным измерением радиальным зубомером, или косвенным методом — измерением толщины зуба тангенциальным или кромочным зубомером. Измерение положения исходного контура тангенциальным зубомером заключается в измерении толщины зуба по постоянной хорде. [Постоянная хорда — расстояние между точками касания исходного контура (рейки) с обеими _профилями зуба; толщина зуба по постоянной хорде Sc и высота до постоянной хорды hc зависят только от модуля или от основного шага и не зависят от числа зубьев.] Базой измерения является окружность выступов.
Тангенциальный зубомер предназначен для измерения смещения исходного контура (или толщины зубьев) цилиндрических зубчатых колес с модулем от 2,5 до 100 мм. Прибор состоит из корпуса / (рис. 2.22), по которому могут перемещаться две симметрично расположенные губки 2. Вращением головки микрометрического винта осуществляется одновременное перемещение губок на требуемую величину. Каждая из плоскостей губок 2 наклонена к оси индикатора под углом 20 0 и воспроизводит совместно с касательной к окружности выступов номинальный исходный контур рейки зуборезного инструмента. Настройку тангенциального зубо — мера производят по специальным цилиндрическим калибрам-эталонам соответствующего модуля. Калибр — эталон прикрепляют на специальную призму (стойку). Губки устанавливают по калибру так, чтобы касание происходило примерно посередине губок 2. В этом положении шкалу индикатора ставят на нуль. После закрепления губок винтами и повторной проверки по калибру нулевого положения прибор переносят на зубья измеряемого колеса.
По отклонениям стрелки индикатора от нуля определяют радиальное перемещение исходного контура от его номинального положения.
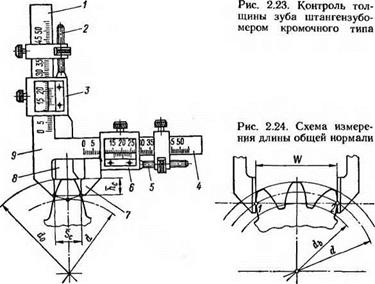
Штангензубомером кромочного типа измеряют толщину зуба как по хорде делительной окружности, так и по постоянной хорде. Размер постоянной хорды не зависит от числа зубьев, поэтому при измерении необходимо прибор устанавливать так, чтобы расстояние от опорной поверхности высотной линейки до измерительных кромок было равно hc — расстояние от вершины зуба до постоянной хорды, Mjy (см. рис. 2.21). Величину hc определяют по формуле hc—m (1 —0,393 sin 2а) при а = 20°; hc=0,7476m, где т — модуль, мм.
Длину постоянной хорды определяют по формуле Sc=0,5nm cos а при а=20°; Sc= 1,387m.
Штангензубомер кромочного типа конструкции завода «Красный инструментальщик» (рис. 2.23) представляет собой комбинацию двух штангенциркулей. Инструмент состоит из двух взаимно перпендикулярных штанг 1 и 4, из которых вертикальная штанга 1 оканчивается неподвижной измерительной губкой 9. По вертикальной штанге 1 перемещается рамка 3 с укрепленной на ней линейкой 8 для определения высоты зуба. По горизонтальной штанге 4 перемещается рамка 6, составляющая одно целое с подвижной измерительной губкой 7. Перемещают рамки штангензубомера микрометрическими винтами 2 и 5.
Порядок измерения положения исходного контура кромочным штангензубомером^ следующий: 1) опреде
ляют по формулам величины hc и 5С; 2) по шкале вертикальной штанги устанавливают размер, равный Нс, и стопорят винтом рамку 3; 3) устанавливают зубо — мер на измеряемый зуб так, чтобы высотная линейка 8 опиралась на окружность выступов; перемещают губку 7 до прикосновения с профилем зуба и определяют толщину зуба Se; 4) определяют разность между расчетной и действительной толщиной зуба и полученный результат сопоставляют с данными стандарта.
Измерение длины зуба по общей нормали («заменяющая поверкой»). Это измерение производят следующими приборами: предельными скобами, индикатор-
|
|
ными зубомерными скобами, специальным микрометром, штангенциркулем.
Длину зубьев по общей нормали (рис. 2.24) измеряют как расстояние между двумя разноименными профилями крайних зубьев, входящих в раствор губок измерительного прибора. Длину общей нормали желательно измерять как можно ближе к точкам 1 и 2 делительной окружности, где профиль зуба не подвергается значительным искажениям. Длину общей нормали определяют по следующей формуле (для ос = 20°):
W = т [ 1,476(2« -1) + 0,01387г],
где W — длина общей нормали, мм; п — число зубьев, находящихся в растворе губок измерительного прибора (данные приведены ниже); г — число измеряемых зубьев колеса.
Измерение толщины зубьев по общей нормали не связано с определенной базой, что является большим преимуществом этого метода.
Определение радиального биения. Под биением зубчатого венца понимается наибольшая разность расстояний от рабочей оси вращения колеса до средней линии элемента исходного контура (одиночного зуба или впадины), условно наложенного на профили зубьев колеса. Для контроля биения зубчатого венца
применяют станковые приборы — биениемеры. Схемы бие — ниемеров показаны на рис. 2.25. Прибор обычно состоит из станины. имеющей центры, между которыми устанавливают оправку с контролируемым зубчатым колесом. Встречаются приборы с постоянной оправкой, на которой с помощью сменных втулок центрируют проверяемое Рис. 2.25. Схема биениемеров колесо. Изменительная каретка
прибора снабжена штоком или кареткой, на которой закрепляют измерительный наконечник. Последний радиально отводится от колеса и возвращается под действием пружины. Наконечник при вводе во впадину между зубьями колеса касается двух профилей и занимает определенное радиальное положение, которое фиксируется чувствительной головкой. Наибольшее показание чувствительной головки при расположении наконечника во всех впадинах колеса характеризует биение зубчатого венца.
По форме наконечников различают приборы с тангенциальным наконечником (рис. 2.25, а), выполняемым в виде конуса, зуба рейки или двух профилей, образующих впадину рейки, или же с точечным наконечником (рис. 2.25, б) обычно в виде шарика или ролика. Проверку тангенциальным наконечником можно проводить также на микроскопах или проекторах при проекционном методе измерения. В этом случае на экране проектора или окулярной головке наносят изображение двух линий, пересекающихся под углом а, и проверяемое колесо совместно с измерительным столиком перемещают в направлении биссектрисы угла до соприкосновения обоих профилей зуба с двумя линиями. Величину перемещения колеса отсчитывают по микрометрическому винту.
При контроле одного и того же зубчатого колеса шариками разного диаметра они будут больше или меньше углубляться во впадину между зубьями. При этом будет изменяться угол между нормалями к профилям зубьев, проходящих через точки контакта шарика с профилями и через центр шарика. Если этот угол будет равен 2а, то шарик будет касаться профилей в точках постоянной хорды впадин. Диаметр такого шарика dn. x=Sxi>cosa, saB — ширина впадины между зубьями
по делительной окружности колеса. Для некорриги — рованных колес, не имеющих утонения зубьев, диаметр
. пт Р.
шарика или ролика ар= — cosa = —.
При проверке радиального биения шариком такого диаметра находят лишь радиальные погрешности обработки. Такой диаметр наконечника можно назвать наивыгоднейшим диаметром, так как при его применении для контроля радиального биения исключается влияние неконтролируемых тангенциальных погрешностей обработки. Если диаметр наконечника отличается от наивыгоднейшего, то при контроле будут найдены как радиальные погрешности обработки, так и часть тангенциальных.
Промышленность выпускает два типа биениемеров. Ленинградский инструментальный завод выпускает бие — ниемер Б-2М для контроля колес внешнего зацепления с модулем от 0,3 до 2 мм и диаметром от 5 до 160 мм, внутреннего зацепления с модулем от 0,3 до 1 мм и диаметром от 15 до 100 мм. Челябинский инструментальный завод выпускает биениемер Б-ЮМ для цилиндрических колес внешнего зацепления с модулем от 1 до 10 мм и диаметром от 20 до 400 мм и колес внутреннего зацепления тех же модулей и диаметром от 60 до 250 мм.
Биениемеры снабжены сменными наконечниками, выполненными по форме зуба исходной рейки в виде конуса.