
Шлифование шаблона. Шаблоны чаще всего изготавливают из листовой углеродистой инструментальной стали У10 толщиной 2—4 мм, закаленной до твердости 58—62 HRC,. Заготовки вырезают на ножницах в виде полос шириной от 75 до 150 мм, а затем разрезают на куски прямоугольного сечения требуемых размеров (от 50X75 мм и выше) с припуском 2—3 мм. После разрезки шлифуют под прямым углом базовые стороны шаблона и плоскости заготовок, на которых производят разметку. При разметке на поверхности шаблона вычерчивают профили, эквидистантные профилю, заданному чертежом с припуском от 0,5 до 1 мм. Радиус размеченных дуг выпуклого профиля берут со знаком плюс, а для вогнутого профиля — со знаком минус. После обработки плоскостей и базовых поверхностей шаблона приступают к обработке профиля.
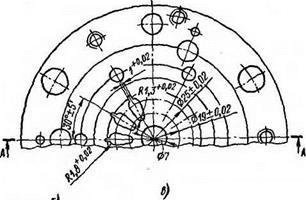
Шлифование шаблона на координатном приспособлении. Координатное приспособление (см. рис. 1.11) позволяет шлифовать профиль шаблона по методу обкатки без перезакрепления шаблона. Профиль шаблона, изображенного на рис. 1.23, шлифуют в следующей последовательности. Поверхности А и Б, относительно которых заданы координаты центра окружности радиусом 9,5 мм, устанавливают от плоскости стола станка на таких расстояниях, чтобы обеспечить выполнение размеров 17 и 16,5 мм, определяющих координаты дуги радиусом 9,5 мм, и создать припуск на об-
работку. Для этого поверхность А устанавливают на высоте (//+17 +припуск на обработку), а поверхность Б — на высоте (Д+16,5 + + припуск на обработку), где Н — расстояние от основания приспособления до оси его поворотной части, мм. Поверхности А и Б шлифуют до размера 17 и 16,5 мм. Размеры контролируют при помощи блока мерных плиток установа и индикатора. Затем обрабатывают дуговую поверхность радиусом 9,5 мм. Обработку этого участка ведут на выход по обе стороны от центра окружности. Для совмещения оси вращения поворотной части приспособления с центром О дуги радиусом 37,14 мм шаблон перемещают под двум координатам последовательно на 22,18 и 16,80 мм. Для того чтобы при шлифовании дуги радиусом 37,14 мм не срезать металла за точкой сопряжения с дугой радиусом 9,5 мм, определяют из Л О НЕ угол сопряжения профиля
![Подпись: Рис. ] .23. Шаблон для контроля профиля лопатки](/img/3150/image023_0.gif) tg а= W = ЙI =0,7574; а = 37°8′.
tg а= W = ЙI =0,7574; а = 37°8′.
Шлифование дуговой поверхности радиусом 37,14 мм следует выполнять от угла наклона 37° 08′ на выход. Для ограничения угла поворота приспособления настраивают блок мерных плиток между мерительной плоскостью планки 2 и одним из роликов 7, закрепленных в делительном диске 5 (см. рис. 1.11).
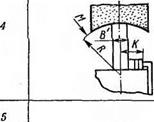
При шлифовании профиля шаблона, состоящего из прямолинейных участков (рис. 1.24), ось поворота приспособления совмещают с точкой пересечения линий, образующих вогнутый угол, и близкой к середине профиля. Для шаблона, изображенного на рис. 1.24, такой точкой является точка В. Относительно этой точки определяют расстояния всех прямолинейных участков профиля. Шаблон закрепляют в тисках так, чтобы его базовые поверхности К и ED расположились относительно оси шпинделя приспособления соответственно на расстоянии 14,5 + 24,2 мм и MD — LB с учетом припуска на обработку. Катет MD определяют из прямоугольного треугольника CMD:
MD = MC tg 40° = 10,4 • 0,83910=8,73 мм.
 |
Катет LB определяют из прямоугольного треугольника CLB:
LB = CL tg 19 °10’= (24,2—10,4) 0,3758 = 4,8 мм.
![]()

Шаблон устанавливают^ в тисках приспособления по индикатору при помощи установа и блока плиток в соответствии с размерами, равными расстоянию сторон К и ED от оси вращения приспособления. Шаблон поворачивает на угол 19° 10′ и шлифуют участок профиля СВ. Затем из исходного положения деталь поворачивают на угол 24° 10′ и шлифуют участок профиля BF. Участок профиля CD шлифуют после поворота детали на угол 40°. Размер блока мерных плиток для измерения этого участка равен Н—ВО, где //=150 мм — высота оси поворота приспособления над плоскостью стола. Катет ВО определяют из треугольника ВОС. Предварительно из треугольника CLB определяют гипотенузу СВ:
Из прямоугольного треугольника СОВ (рис. 1.24,6): а = 90°- (40° + 19 °10′) =30 °50′;
ОВ = СВ cos а= 14,59-0,85866= 12,53 мм.
Базовые стороны К и ED шлифуют относительно технологического центра детали, выдерживая соответственно размеры 14,5-|-24,2 = 38,7 мм (расстояние от стороны К до технологического центра В) и MD — LB — = 3,93 мм (расстояние ED от технологического центра В).
Положение технологического центра выбирают так, чтобы число расчетов блоков мерных плиток было наименьшим. Для данного примера, благодаря выбору тех
нологического центра в точке пересечения двух сторон профиля, не потребовались расчеты по определению блока мерных плиток для участков СВ и ВГ профиля. Приведенным способом можно шлифовать шаблоны с любым профилем из различно расположенных прямолинейных участков. На рабочем чертеже шаблона должны быть проставлены размеры блоков мерных плиток, соответствующих расстояниям прямолинейных участков от технологического центра. Производительность шлифования шаблонов в координатном приспособлении выше, чем при использовании лекальных тисков и синусной линейки, устанавливаемых на магнитной плите станка.
Шлифование деталей штампов. Профильное шлифование широко применяют для изготовления деталей штампов. Для облегчения технологического процесса основные элементы штампов (пуансоны и матрицы) делают сборными. Особенности шлифования деталей штампов рассмотрим на примере обработки составной пуансон-матрицы и пуансона, предназначенных для штамповки статорных и роторных пластин электродвигателей (рис. 1.25). Секции составной пуансон-матрицы изготавливают из прямоугольных стержней из стали Х12Ф1, закаленных до твердости 58—60 НКСЭ. Технологический процесс изготовления составной пуансон — матрицы профильным шлифованием приведен в табл. 1.2. Операции і—3 являются подготовительными. В операции / заготовки шлифуют на магнитной плите, выдерживая размер В і с точностью 0,01 мм. В операции 2 поверхность заготовки шлифуют перпендикулярно к боковым сторонам, а в операции 3 выдерживают размер А с точностью 0,02 мм. Начальной операцией профильного шлифовании является операция 4, при выполнении которой шлифуют на одной из плоскостей размера Ах дугу по радиусу, равному половине наружного диаметра секций пуансон-матрицы. Точность выполнения этой операции определяет точность расположения секции в обойме после запрессовки. Круг профилируют по дуге радиуса R при помощи приспособления для радиусной правки. Размер К настраивают по блоку концевых мер так, чтобы ось качания алмаза располагалась в плоскости симметрии заготовки. Для сохранения наладки плоскошлифовального станка стол фиксируют в поперечном направлении, а врезание шлифовального круга осуществляют только вертикальной подачей шлифовальной бабки. В операциях 5 и б шлифуют боковые стороны секций под
|
|||||||||||||
|
Таблица 1.2
Технологический процесс изготовления составной пузнсон-матрицы
профильным шлифованием
![]()
![]() Номер
Номер
опера
ции

![]()
 Шлифовать две плоскости в размер Ві
Шлифовать две плоскости в размер Ві
 |
|
Шлифовать одну плоскость в размер А і «как чисто», выдержав перпендикулярность плоскостей
 Шлифовать одну плоскость в размер Л-, по радиусу R
Шлифовать одну плоскость в размер Л-, по радиусу R
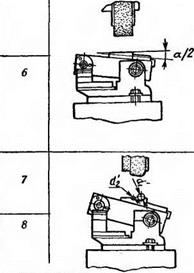
Шлифовать одну плоскость в размер В і предваритель — и окончательно под угллом а/2, согласовав размер с диаметром установочного вала в пределах +0,002 мм
Шлифовать вторую плоскость в размер В, предварительно и окончательно под углом а, согласовав размер с диаметром установочного вала в пределах + 0,002 мм
Шлифовать профиль с одной стороны предварительно и окончательно
Шлифовать профиль со второй стороны предварительно и окончательно
![]()
 |
|
![]()
![]()
 |
 |
 |
Продолжение табл. 1.2
Продолжение табл. I
 Операция
Операция
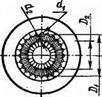
Установить поверхность диаметром Dі концентрично до 0,005 мм.
![]() Шлифовать по верху контрольный поясок шириной 5 мм «как чисто». Шлифовать лунку сом R
Шлифовать по верху контрольный поясок шириной 5 мм «как чисто». Шлифовать лунку сом R
Установить по торцу и контрольному пояску с точностью до 0,003 мм. Шлифовать отверстие диаметром d, оставляя припуск 0,02 мм на доводку. Шлифовать поверхность диаметром оставляя
припуск 0,02 мм на доводку. Шлифовать у обоймы торцы Р, М и поверхность диаметром £)з «как чисто»
Довести отверстие диаметром dі плотно по центральному пуансону, поверхность диаметром £>2 плотно по об — сечной матрице
Собрать с центральным пуансоном и пуансонодержа — телем; установить фигурные пуансоны по гнездам матрицы; установить пуансоны под пайку.
Запаять; зачистить
Установить с точностью до 0,005 мм по диаметру и торцу обоймы пуансои-матри — цы.
Шлифовать «усики» пуансонов на поверхности диаметром Di
Примечание. Операции 1-8, 11, 13 выполняют на плоскошлифоваль — иом стайке; операция/О на уииверсальио-заточном станке; операция14 — на координатно-шлифовальном стайке; операции 15, 18 — на круглошлифовальном станке; операция 16 — на токарном стайке. руглошлифо
углом а/2, под которым секции сопрягаются между собой в обойме.
Профи ль пазов под окна в пуансон-матрице (операции / и 8) шлифуют фасонным кругом. Для профилирования кругов используют копирные устройства по типу «Диаформ» (см. рис. 1.19). Для предварительного шлифования пазов в секции пуансон-матрицы (операция 10) применяют круг 24А16СМК, для чистового шлифования— 24А10С1К. При предварительном шлифовании профиля паза вдоль упорной планки магнитной плиты одновременно устанавливают несколько заготовок. Обработку ведут с охлаждением. На чистовое шлифование профиля паза оставляют припуск 0,05 мм. После шлифования на каждой секции пазов для прохода усиков пуансона секции собирают в технологические обоймы и под микроскопом проверяют смещение пазов профиля. При выявлении отклонения на стыках секций их заменяют или подправляют доводкой на фигурном притире. В операции 14 на координатно-шлифовальном станке ведут шлифование радиусных лунок в секциях пуансон-матрицы, которую крепят на дополнительном координатном столе. Применение такого стола позволяет быстро совместить ось окна у пуансон-матриц с осью поворотного стола. Учитывая накопленную погрешность расположения пазов, место для расположения лунки выбирают так, чтобы эта погрешность была распределена равномерно.
Технология шлифования пуансона в основном совпадает с технологией шлифования секций пуансон-матрицы. Припуск на ширину заготовки пуансона принимают равным 8—10 мм. Это позволяет надежно базировать и закреплять заготовки на магнитной плите и исключает возможность ее перекоса при профильном шлифовании. Контур пуансона шлифуют профилированным по шаблону кругом. Шаблоном для профилирования круга для обработки профиля пуансона является шаблон, симметричный профилю шаблона для обработки секции пуансон-матрицы.
В настоящее время все чаще режущие элементы штампов изготавливают из твердого сплава. Это позволяет повысить стойкость штампа между переточками и его общую стойкость. Стойкость стального штампа между переточками 10—15 тыс. шт. деталей, твердосплавного — 200 тыс. шт. Общая стойкость стального штампа с учетом 15 переточек не более 250 тыс. деталей, твердосплавного — до 2,5—5 млн. деталей. Та-
ким образом, один твердосплавный штамп может заменить 10 стальных. Несмотря на то, что трудоемкость изготовления твердосплавного штампа в условиях цеха средней технической оснащенности в два раза выше трудоемкости изготовления стального штампа, затраты, отнесенные к одному изделию, при работе твердосплавным штампом почти в пять раз меньше, чем при работе стальным штампом.
 |
 |
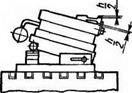
Профиль пазов у пуансон-матриц и фигурных пуансонов шлифуют алмазными кругами двууглового профиля на копировально-шлифовальном станке модели ЗП95 или на аналогичных станках фирмы «Штудер» (Studer, Швейцария). Шифовальная головка таких станков связана со щупом копирного устройства через двойной параллелограмм. При повороте щупа, огибающего контур копира, поворачивается шлифовальная головка, и торцовая плоскость шлифовального круга устанавливается перпендикулярно к касательной шлифуемого профиля в данной точке (рис. 1.26, а). Это обеспечивает обработку любых участков сложного профиля. При перемещении головки по прямоугольным координатам без разворота головки можно при обработке одного участка профиля врезаться в соседний участок, который не должен обрабатываться (рис. 1.26,6). Возможность поворота шлифовальной головки имеется также у оптических профилешлифовальных станков. Однако это требует дополнительной наладки станка и увеличивает время на обработку. Профиль секций пуансон-матриц и пуансонов шлифуют в две операции. В первой операции профиль шлифуют алмазным кругом двууглового профиля 15ЕЕ1Х (А2П) 125X6X32X45° зернистостью АСВ125/100 на связке МВ1. Эти круги позволяют работать с глубиной резания 0,1—0,2 мм за один рабочий
Рис. 1.26. Схема обработки контура паза секции пуаиеои-
матрицы при повороте круга на угол (а) и при прямом
его перемещении (б)
ход. Чистовую обработку профиля выполняют кругом зернистостью АСВ63/50 на связке Ml. Припуск на чистовую обработку 0,02—0,03 мм. После предварительной обработки профиля секции доводят по боковым плоскостям для устранения возможных перекосов и снятия оставшихся микронеровностей. Затем шлифуют окончательно профиль пуансона. На станках модели ЗП95 и станках фирмы «Штудер» при работе по шаблону с 20-кратным увеличением разброс размеров профиля между отдельными секциями во всей партии обрабатываемых деталей может составлять 0,003 мм.
После профильного шлифования пуансоны с одного конца запаивают. Секции твердосплавных пуансон-матриц запрессовывают в обойму с увеличенным по сравнению со стальными секциями натягом, достигающим 0,08—0,1 мм. Такой натяг выбирают для того, чтобы повысить прочность соединения в условиях длительной эксплуатации штампа, оснащенного твердосплавными деталями. Кроме того, работоспособность твердосплавных деталей повышается при наличии сжимающих нагрузок. Для повышения предела усталости обойму пуансон-матрицы изготавливают из стали Х12М. Это обеспечивает сохранение твердости обоймы в пределах 56—58 NRC3 при нагреве до 500 °С, необходимом для запрессовки секций. После запрессовки секций в обойму с торца сошлифовывают слой, в котором остался прорезанный перед спеканием паз. Дальнейшую сборку производят по технологии, аналогичной сборке стальных штампов.
Шлифование профиля фасонных резцов. Фасонные резцы применяют при обработке даталей, имеющих сложный профиль, на токарных автоматах и полуавтоматах, револьверных станках, в инструментальном производстве для затылования червячных и дисковых фрез, изготовления профилировочных роликов, деталей пресс-форм.
Заготовки призматических резцов состоят из двух частей: режущей (головки) и хвостовой. Режущую
часть выполняют из быстрорежущей стали Р6М5, хвостовую из конструкционной — 40Х или 45. Обе части сваривают встык контактной электросваркой. Хвостовик резцов, применяемых на токарных автоматах, имеет форму ласточкиного хвоста, на токарно-затыловочных станках — стержневую форму. После отжига заготовку резца строгают или фрезеруют. Шлифуют базовые поверхности, обеспечивая параллельность и перпендикулярность боковых сторон. Предварительно, строганием или фрезерованием, обрабатывают профиль резца.
оставляя припуск на шлифование, равный 0,5—0,7 мм.
‘ После термообработки резца шлифуют его боковые поверхности и торцы. Особое внимание должно быть уделено шлифованию боковых поверхностей, которые служат базами при шлифовании и проверке профиля.
Технология шлифования профиля фасонных резцов аналогична технологии шлифования профиля шаблонов, она основана на использовании двух способов: способа обработки профилированным кругом и кругом простой формы с помощью управляемых перемещений круга относительно детали. Первым способом обработка ведется на плоскошлифовальных станках, вторым — на профилешлифовальных, главным образом оптикошлифовальных станках. Особенность шлифования профиля резцов на плоскошлифовальных станках профилированным кругом состоит в необходимости учета искажений профиля резца1, возникающих в результате наличия передних и задних углов, которое приводит к тому, что профиль задней поверхности резца в нормальном сечении отличается от профиля детали. При этом размеры профиля резца вдоль оси обтачиваемой детали остаются без изменения, а размеры, в направлений перпендикулярном оси детали, уменьшаются. Для устранения искажений профиля резца применяют два способа. Первый способ основан на корректировании траектории движения алмаза относительно шлифовального круга. Корректирование можно выполнить путем установки приспособления для правки круга под углом, равным сумме переднего и заднего углов резца, к плоскости магнитной плиты. Схема такой правки круга показана на рис. 1.27, о. Приспособление 2 для правки дуг и углов устанавливают на наклонную магнитную призму 1, которую помещают на магнитной плите 3 станка. Вершина алмаза должна находиться на уровне оси шпинделя станка. При правке круга при помощи приспособления типа «Диаформ» коррекции профиля круга достигают смещением плоскости движения адмаза на величину М относительно оси шлифовального круга (рис. 1.27,6). Смещение угла М при значениях переднего угла резца, меньших 10°, можно определить по формулам:
где R — радиус шлифовального круга; t — глубина профиля на шлифовальном круге; К — глубина профиля копира. Для больших передних углов форму ко-
|
Рис. 1.27. Схема установки приспособлений для профилирования круга при шлифовании профиля призматического резца: а — установка приспособления под углом; б — смещение траектории движения алмаза относительно оси шлифовального круга |
пира корректируют с учетом искажений профиля. Указанные схемы коррекции профиля круга при шлифовании фасонных резцов применяют при правке криволинейных или плоских неглубоких профилей. Второй способ искажений, вызванных наличием передних и задних углов резцов, основан на том, что круг правят по профилю, скорректированному расчетным путем с учетом искажений, вызываемых наличием передних и задних углов. Этот способ обычно применяют при правке фасонного профиля, состоящего из прямолинейных участков. Схема расчета профиля круга при шлифовании таких резцов показана на рис. 1.28. Если участок профиля резца составляет с его продольной осью угол р, то шлифовальный круг следует править под углом Pi к плоскости, перпендикулярной к оси его вращения. При этом соотношение между углами р и Pi определяют по формуле
tg Pi = tg p/cos a,
где a — продольный задний угол резца, т. е. угол, измеренный в плоскости, параллельной оси резца. При установке резца при шлифовании профиля только под продольным задним углом нормальные задние углы на
в-в
 |
угловых кромках меньше, чем на кромках, перпендикулярных к оси резца, а на кромках, параллельных оси (Р = 0), равны нулю. Для увеличения заднего угла на этих кромках резец при шлифовании профиля дополнительно поворачивают на поперечный задний угол а в плоскости, перпендикулярной к оси резца. При наличии продольного и поперечного задних углов угол Pi правки профиля круга рассчитывают по формуле
tg Pi=tg Рд^г+tgasin a.
Если на резце угол р = 0° (рис. 1.28), tg Pi = tg a sin a.
Выше приведена формула для расчета профиля круга, когда ai=0 (рис. 1.28).
Технологию шлифования профиля резца фасонным шлифовальным кругом рассмотрим на примере фасонного резца, предназначенного для затылования зубьев дисковых фрез (рис. 1.29). Профиль резца шлифуют в два перехода: сначала обрабатывают прямоугольный паз, затем — боковые стороны, наклоненные под углом 45°. Для шлифования прямоугольной части применяют круг шириной 7—8 мм. Круг, применяемый для шлифования прямоугольного паза, должен иметь выточки на торцах, которые уменьшают трение круга по шлифуемой поверхности и устраняют появление прижогов. Для получения выточек круг прямого профиля предвари-
 |
Рис. 1.29. Фасонный резец для затыловаиия профиля зубьев дисковых фрез
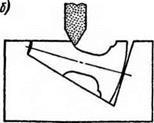
тельно правят по периферии. Затем вручную кусочком круга из карбида кремния черного на обоих торцах круга выбирают углубление с оставлением ленточки шириной 1,5—2 мм. После этого круг правят по этим торцам, используя державку с алмазным карандашом, которую закрепляют на магнитной плите станка. Алмаз подводят к кругу поперечными перемещениями стола. При правке сообщают продольное перемещение столу, а шлифовальную головку поднимают и опускают при помощи механизма вертикальной подачи. Профиль круга при шлифовании прямоугольного паза корректируют, учитывая наличие продольного (а = 26°) и поперечного (аі = 5°) заднего угла:
tg|3i=tgasin ai=tg 26° sin 5° = 0,4877 • 0,0871 = 0,0425;
Pi =2 °25′.
Шлифовальный круг под углом Pi окончательно правят одним из приспособлений для угловой правки. Шлифуемый резец 2 закрепляют в державку 3, обеспечивающую наклон резца под заданным продольным углом (рис. 1.30). Для создания бокового заднего угла державку разворачивают под углом ai. Для этого между продольным упором 5 магнитной плиты и державкой размещают плоскую угловую призму 4. Так как обе стороны профиля имеют боковые задние углы, их шлифуют раздельно. При шлифовании левой стороны профиля призму 4 располагают так, что ее ширина возра
стает в направлении стрелки а (рис. 1.30). При шлифовании правой стороны профиля призму переворачивают так, чтобы ее ширина возрастала в направлении стрелки Ь.
При шлифовании впадины ее ширину 9 мм контролируют по мерным плиткам, а общую глубину профиля 6,65 мм — глубиномером.
После шлифования паза шлифуют боковые стороны под углом 45°. Для этого на шпиндель станка вместе с оправкой устанавливают другой шлифовальный круг. Его ширину выбирают из соотношения: Б = 9-)- — J-3-2-|-2т (см. рис. 1.29), где т — дополнительная величина, равная 2—3 мм на сторону. Эта величина необходима для того, чтобы участки шлифовального круга, заправленные под углом, были шире соответствующей части профиля резца. Вначале круг предварительно правят вручную под углом, примерно равным 45° к торцовой поверхности круга; ширину площадки по периферии оставляют равной 8—9 мм, т. е. несколько меньше ширины впадины резца. Для окончательной правки профиля рассчитывают угол профиля шлифовального круга с учетом искажений, вызываемых наличием продольного (а=26°) и бокового (си =5°) задних углов.
Профиль круга заправляют при помощи приспособлений для угловой правки, оставляя ширину горизонтальной площадки на периферии круга примерно равной 5—6 мм.
При шлифовании боковых сторон паза державку с резцом закрепляют в той же державке, что и при шлифовании прямоугольного паза, обеспечивая продольный задний угол 26° за счет наклонного паза державки и боковой угол 5° за счет ее разворота при помощи угловой призмы. Вследствие наличия бокового заднего угла обе боковые стороны резца шлифуют раздельно. Стороны профиля аналогичных резцов, не имеющих боковых задних углов, шлифуют профилированным кругом в одну операцию, точно выдерживая при правке ширину горизонтального участка, определяющего расстояние между боковыми сторонами паза.
Профиль паза резца в процессе шлифования контролируют шаблоном, который прикладывают к кромкам на передней поверхности резца. После шлифования профиль резца проверяют на инструментальном микроскопе или на проекторе. Резцы сложного профиля шлифуют за несколько переходов. Шлифование обычно начинают с наиболее сложного участка. При этом следует учитывать, что наибольшую трудность в процессе шлифования представляет процесс профильной правки круга, за исключением тех случаев, когда правка производится по копиру. Поэтому лучше увеличивать число переходов, чем усложнять правку профиля круга.
Любые профили призматических фасонных резцов могут быть прошлифованы на оптических профилешлифовальных станках. Основные преимущества обработки профиля фасонных резцов на этих станках состоят в том, что профиль резца можно контролировать в процессе его обработки при помощи измерительного устройства станка; при шлифовании резцов, не имеющих передних углов, станок можно настроить так, чтобы получать требуемый профиль без пересчета его профиля в нормальном сечении.
Шлифуемый резец устанавливают на координатном столе станка. При этом резец нужно закрепить так, чтобы оси его прямоугольных координат совпадали с направлением перемещений салазок координатного стола. Тогда перемещение резца с помощью поперечного и продольных салазок координатного стола будет соответствовать чертежу, а показания шкал угловых поворотов салазок шлифовальной головки — значениям углов профиля на чертеже. Профиль резца контролируют в его продольном сечении, которому перпендикулярна оптическая система станка, и сравнивают с увеличенным чертежом профиля, установленным на проекторе. Поэтому увеличенный чертеж и шлифуемый резец должны быть правильно установлены относительно друг друга. Правильное расположение резца на координатном столе достигают проверкой по ранее прошлифованным боковым поверхностям, лежащим в направлении движения координатного стола. При движении салазок соответствующая поверхность не должна отклоняться от какой-либо заранее намеченной точки увеличенного чертежа, закрепленного на экране проектора. Для установки самого увеличенного чертежа профиля резца на экране проектора пользуются базовыми линиями, нанесенными на чертеж, которые должны быть параллельны и перпендикулярны направленияю перемещения координатного стола. Поэтому совпадение проекций боковых и базовых поверхностей резца с базовыми линиями чертежа на экране на всем их протяжении определяет правильность установки детали и чертежа. Чертеж можно выставить также по изображению тонкой грани вспомогательного угольника, который выставляют вдоль перемещений координатного стола.
При шлифовании профиля резцов с нулевым передним углом дуговые салазки шлифовального шпинделя устанавливают под задним углом резца. При этом шлифуемый профиль контролируют в плоскости передней поверхности. Корректировать профиль чертежа не требуется, так как профиль передней поверхности при у = 0 соответствует профилю детали в ее осевом сечении. При изготовлении резцов с передним углом заточку резца с образованием переднего угла следует выполнять после шлифования профиля. В этом случае профиль контролируют по шлифованной поверхности, имеющей нулевой передний угол, т. е. в увеличенный чертеж не требуется вносить коррекции. При необходимости перешлифовать профиль резца, имеющего передний угол, переднюю поверхность стола следует расположить горизонтально в плоскости предмета оптической системы станка. Для этого резец на координатном столе станка устанавливается на подкладке, имеющей угол, равный переднему углу резца. Дуговые салазки шлифовального шпинделя следует установить под углом, равным сумме переднего и заднего углов. Размеры по высоте профиля увеличенного чертежа детали должны быть скорректированы в соответствии с изменением этих размеров в плоскости передней поверхности резца по сравнению с размерами осевого сечения детали.
Ход шлифовальной бабки нужно настроить так, чтобы в нижнем положении круг не врезался в переднюю грань салазок координатного стола. Перемещение шлифовального круга над верхней плоскостью резца должно быть настроено с учетом удобства наблюдения профиля на экране проектора. При работе с осветителем проходящего света профиль шлифуемого резца виден на экране станка только в том случае, когда круг находится выше плоскости предмета оптической системы станка. Поэтому для лучшего наблюдения за обрабатываемым участком профиля изделия продолжительность перемещения шлифовального круга над верхней плоскостью резца следует несколько увеличить.
Прямолинейные участки профиля резца шлифуют в процессе перемещения продольных или поперечных салазок шлифовального суппорта. Это перемещение можно выполнять вручную или автоматически. Для обработки наклонных участков салазки поворачивают на заданный чертежом угол. При одновременном перемещении продольных и поперечных салазок шлифовального суппорта криволинейные участки шлифуют вручную. Обработку этих участков ведут до полного совпадения изображения на экране проектора с увеличенным чертежом. При обработке криволинейных участков круг следует заправить по радиусу, меньшему, чем радиус шлифуемого профиля в нормальном сечении. Участки профиля, очерченные малыми радиусами, удобно шлифовать по методу копирования кругами, заправленными в соответствии с требуемым радиусом.
Профиль фасонных резцов, оснащенных пластинами из твердых сплавов, шлифуют алмазными кругами формы 15ЕЕ1Х (А2П) с углом профиля 45°. Хорошие результаты дает применение кругов на металлоорганических связках типа Б2, Т02, Б156, ИМП1 с зерном из алмазов марки АСР зернистостью 80/63—50/40. Для шлифования резцов с режущей частью из быстрорежущей стали применяют круги из электрокорунда белого марки 24А зернистостью 10—8, твердостью СМ 1—СМ2 на керамической связке. Обработка профиля фасонных резцов на профилешлифовальных станках особенно удобна при необходимости изготовления мелких партий резцов различного профиля. При изготовлении больших партий резцов часто поступают следующим образом. Делают резец с профилем, соответствующим профилю детали. Этим резцом вытачивают ролик для правки шлифовального круга методом накатывания. Фасонным кругом, спрофилированным накатником, шлифуют профиль резцов. Периодически накатной ролик подправляют ранее изготовленным фасонным резцом.
Особенности обработки профиля круглых фасонных резцов рассмотрим на примере резца, изображенного на рис. 1.31. Профиль резца шлифуют на двух станках: круглошлифовальном и оптическом профилешлифовальном. На круглошлифовальном станке вначале в центрах шлифуют хвостовик диаметром (0 40 Л6), по которому базируют и закрепляют резец на токарном станке. Затем, переустановив хомутик, шлифуют поверхность 0 50-0,02 мм и со стороны торца на длине 3 мм цилиндрическую шейку до диаметра 46_о. о4 мм. Для шлифо-
|
і
Рис. 1.31. Схема шлифования профиля круглого фасонного резца |
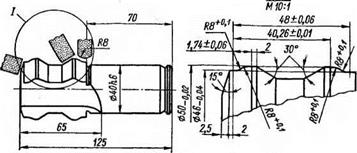
вания на торце заготовки конического участка под углом 15° хвостовик закрепляют в цанговый патрон, установленный в бабке изделия. Бабку разворачивают под углом 75°, и конечный участок профиля шлифуют периферией круга. Дальнейшую обработку профиля резца выполняют на профилешлифовальном станке, используя приспособление для круглого шлифования. Сопряжение дугового участка по радиусу 8+0,1 мм и углу 30° выполняют, перемещая шлифовальную головку с кругом последовательно по отдельным точкам профиля. Это достигают одновременным вращением рукоятки продольных и поперечных салазок, совмещая все точки, обрабатываемого профиля с профилем увеличенного в 50 раз чертежа, установленного на проекторе станка. Время обработки сопряженных участков профиля можно сократить, если участок дуги окружности шлифовать кругом, заправленным по радиусу. Профиль дугового участка резца таким кругом шлифуют врезанием, а затем путем разворота салазок на угол 30° обрабатывают при механическом перемещении салазок участки профиля, расположенные под углом.