
Наиболее разнообразные и универсальные по своему назначению устройства для фасонной празки основаны на использовании метода точения однокристальными правящими инструментами. В этих устройствах режущей кромке алмаза сообщается движение по траектории, соответствующей геометрии профиля круга. Основными разновидностями устройств при правке точением являются устройства для правки: прямолинейных участков профиля, по дуге окружности, кругоз по отдельным элементам профиля, состоящего из прямолинейных и дуго — зых участков, и по копиру.
Для правки угловых участков профиля применяют синусные приспособления (рис. 1.12). Правку круга производят з вертикальной плоскости. К угольнику 5 под требуемым углом при помощи струбцины 4 крепят синусную линейку 3. Угольник устанавливают на магнитную плиту 6. После включения магнита на синусную линейку вплотную к угольнику кладут прямоугольную державку 2 с алмазным карандашом 1. Перемещая державку вручную по плоскости линейки, празят круг.
 Линейку устанавливают под заданным углом при помощи концевых мер длины. Разность высот роликов на синусной линейке (установочный размер А) рассчитывают по формуле А — — с sin а, где с — расстояние между осями роликоз; а — устанавливаемый угол. Точность празки углоз с использованием синусного приспособления составляет ±5".
Линейку устанавливают под заданным углом при помощи концевых мер длины. Разность высот роликов на синусной линейке (установочный размер А) рассчитывают по формуле А — — с sin а, где с — расстояние между осями роликоз; а — устанавливаемый угол. Точность празки углоз с использованием синусного приспособления составляет ±5".
Для точной празки шлифовальных кругоз двууглового профиля применяют приспособление, изображенное на рис. 1.13. Основание 1 приспособления содержит две точно прошлифованные под углом 90°
|
|
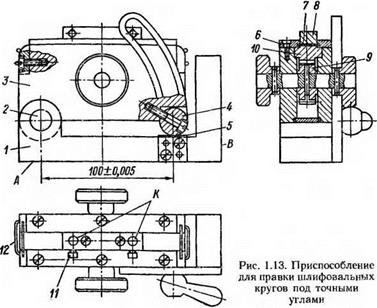
опорные поверхности А и В, при помощи которых приспособление закрепляют на магнитной плите станка. Для правки пологих углов от 0 до 45° к горизонтали приспособление устанавливают на плоскость А, для правки крутых углоз от 45 до 90° к горизонтали — на плоскость В. В проушины основания запрессозана ось 2, относительно которой может поворачиваться корпус 3. В направляющих паза корпуса перемещается зубчатая рейка 10, находящаяся в зацеплении с шестерней 9. К рейке через стальную ленту 7 привинчена ползушка 8, имеющая дза отзерстия К, з одном из которых зинтом 11 закрепляют державку алмаза. Стальная лента движется по направляющим и вместе с планкой 12 защищает от попадания абразизной пыли з рейку и шестерню.
Смещение рейки з плоскости, перпендикулярной к направлению ее перемещения, ограничивается планками 6. К корпусу 3 зинтами прикреплен мерный ролик 4, который при угле а = 0 упирается з закаленную и доведенную планку 5. Для поворота корпуса на угол а на планку укладызают соответствующий блок мерных плиток, в который упирается ролик. Положение корпуса под требуемым углом фиксируют. Установки траектории движения режущей кромки алмаза в верти-
кальной плоскости, параллельной оси шпинделя, при закреплении приспособления на магнитной плите по плоскости А достигают благодаря упору стороны плоскости В основания в боковую планку магнитной плиты. При установке приспособления на магнитную плиту плоскостью В упор з бокозую планку осуществляется по плоскости А. Совмещения траектории движения алмаза с плоскостью, проходящей через ось шпинделя, достигают продольным перемещением стола. Приспособление поззоляет править шлифовальные круги с точностью до 1′.
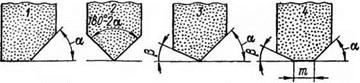
Приспособлениями для угловой празки круги могут быть заправлены по одноугловому профилю, двуугловому симметричному профилю, дзуугловому несимметричному профилю, двуугловому профилю с горизонтальной площадкой (рис. 1.14, профили 1—4). Приспособления для празки шлифозального круга по дуге окружности содержат держазку, покачивающуюся относительно оси. Радиус при празке круга настраивают смещением зершины алмаза относительно оси качания. При празке круга зогнутого профиля алмаз должен перейти через ось качания держазки, а при празке выпуклого профиля алмаз не должен доходить до нее. Приспособление для празки шлифозального круга с вертикальным расположением оси качания показано на рис. 1.15. Основание 1 приспособления устанавливают на столе плоскошлифовального станка. Для празки шлифовального круга по заданному радиусу алмаз 5, установленный в алмазодержателе 9 и закрепленный зинтом 6, подводят к контрольному валику 4 и фиксируют в этом положении зинтом 7. Затем набирают блок концезых мер длины, определяемый по формуле H=d/2 + R, где d — диаметр контрольного валика, мм; R — радиус шлифуемой поверхности, мм. Знак плюс принимают при празке круга выпуклого профиля, знак минус — при празке круга зогнутого профиля.
|
Рис. 1.14. Профили кругов, получаемые при помощи устройств для прямолинейной правки |
|
Рис. 1.15. Приспособление для правки шлифовального круга по дуге окружности с вертикальной осью качания алмаза |
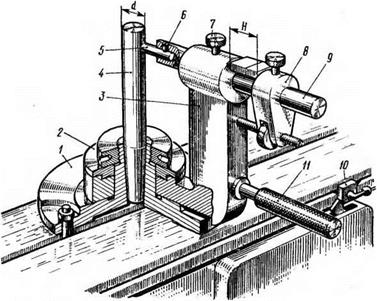
Блок концевых мер устанавливают между упорным кольцом 8 и опорной плоскостью стойки 3. Кольцо закрепляют, зинт 7 ослабляют и алмазодержатель 9 от — зодят назад для удаления блока концевых мер и контрольного залика 4. Затем алмазодержатель передвигают до соприкосновения торца кольца 8 с опорной плоскостью стойки 3 и закрепляют зинтом 7. Настроенное приспособление подзодят к наружной поверхности шлифозального круга и, постазив алмаз перпендикулярно к образующей круга, гайкой 2 закрепляют стойку 3. Перед — зигая стол вдоль поверхности круга, правят его по цилиндру до получения ровной поверхности. Затем, заметив положение шлифовального круга по нониусу поперечной подачи и приняз его за нулезую установку в поперечном направлении, передзигают стол так, чтобы острие алмаза оказалось посередине круга. В этом положении стол фиксируют упором 10. Для профилирования круга ослабляют гайку 2 так, чтобы стойка 3 свободно зращалась. Поворачивая стойку с алмазом за рукоятку 11 и сообщая алмазу махозиком продольной подачи движение зрезания, производят празку круга по дуге окружности.
Недостатком данного приспособления является малая чувствительность передвижения стола механизмом продольной подачи, осуществляемая при помощи шестерни и зубчатой рейки. Неравномерная и резкая подача алмаза на шлифозальный круг вызывает повышенное изнашивание и может привести к выкрашиванию алмаза.
Универсальные приспособления для празки круга по прямолинейным участкам и дугам окружности содержат механизм точной подачи алмаза на круг. Такими приспособлениями можно празить: пересечение прямых под разными углами; пересечение прямолинейных и дугозых участков, пересечение дугозых участков; сопряжение дуги и прямой; сопряжение зыпуклых и вогнутых дуг.
Универсальное приспособление (рис. 1.16) применяют для профилирования на кругах сложных сопряженных профилей с вертикальным расположением оси качания алмаза и устройством для точной подачи алмаза на шлифовальный круг. Оно состоит из основания 1, по направляющим которого может перемещаться корпус 2 с расположенным з нем диском 15. Последний можно позорачнзать относительно корпуса и фиксировать з нужном положении прихватом 3. Ось 28 установлена во фланце 29, прикрепленном зинтами к диску 15, и з шарикоподшипнике, наружное кольцо установлено в корпусе 2. По направляющим диска 15 можно перемещать каретку 10, закрепляя ее з нужном положении рукояткой 4. На каретке установлен ползун 5 с прикрепленной к нему стойкой 6. Воззратно-поступа — тельное движение ползуна по направляющим каретки осуществляют шестерней 19, сцепленной с рейкой 17, прикрепленной зинтами к ползуну 5. В стойке 6 приспособления дзумя винтами 7 закреплена держазка с алмазом 11. Алмаз устанавливают з исходное положение по шаблону 12 так, чтобы его вершина совпала с осью зращения диска приспособления. Для этого шаблон базируют по плоскости К стойки и доводят алмаз до рабочей поверхности шаблона, параллельной плоскости К. В этом положении расстояние между образующей штифта 9, запрессованного з диск 15, и упором 8 разно 65 мм.
При помощи упороз 13 стойку фиксируют так, чтобы ось зращения приспособления и ось держазки алмаза лежали з одной вертикальной плоскости. Выключиз один из упоров, ползун можно переместить позоротом маховика 14 из исходного положения только з одну
|
Рис. 1.16. Универсальное приспособление для профилирования шлифовальных кругов |
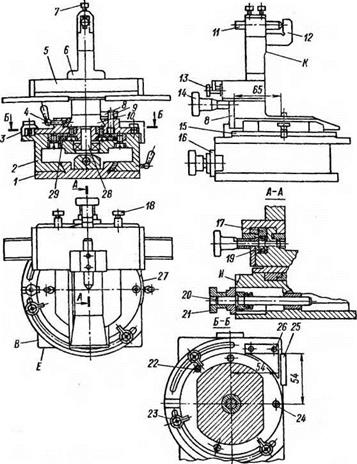
сторону. Для настройки приспособления на требуемый радиус правки нужно переместить ползун 5, обеспечив расстояние зершины алмазу от оси качания, равное радиусу R. Для этого алмаз по шаблону 12 устанавливают з исходное положение. При правке вогнутого профиля радиуса R между упором 8 и штифтом 9 устанавливают блок мерных плиток размером 65 — R, при празке зыпуклого — размером 65ф-Д. После установки вершины алмаза ползун 5 закрепляют упорами 13, а каретку 10 — рукояткой 4. Шлифозаль
ный круг правят по дуге окружности, вращая вручную диск 15 вокруг оси 28. Для ограничения угла позорота диска 15 при профилировании поверхности радиуса R на определенном центральном угле служат упоры. Один из упоров 22 запрессозан в диск 15, а другой — упор 23 можно перемещать по прорези корпуса 2 и фиксировать болтом и гайкой. Упоры предотвращают зрезание алмаза в соседние участки профиля. Более точный поворот диска на требуемый центральный угол можно настроить по синусному устройству. Для этого между одним из мерных пальцев 24, запрессованных з диск 15, и соответствующей планкой 25 или 26, закрепленных на корпусе, прокладывают блок мерных плиток.
Для празки прямолинейных угловых участков профиля вершину алмаза устанавливают при помощи шаблона 12 з исходное положение, при котором она совпадает с вертикальной прямой, проходящей через ось качания диска. Диск поворачивают по шкале, нанесенной на его цилиндрической поверхности, и по нониусу 27. В этом положении диск закрепляют зажимом 3. Упоры 13 и 18 вынимают. Освобожденный ползун 5 с установленной на нем стойкой 6 при помощи маховика 14, шестерни 19 и рейки 17 перемещают по направляющей каретки 10. Подачу алмаза на шлифовальный круг производят перемещением корпуса 2 по направляющим основания 1 поворотом маховика 21, закрепленного на ходовом винте 20, который ввернут в неподвижную гайку, прикрепленную к основанию приспособления. При такой подаче расстояние между вершиной алмаза и осью качания диска остается постоянным. Поэтому радиус празки не меняется, а происходит лишь уменьшение диаметра шлифовального круга. Отсчет подачи алмаза производят по лимбу 16, установленному на ходовом винте 20, и риске, нанесенной на срезе основания.
Приспособление устанавливают на магнитной плите плоскошлифовального станка так, чтобы ось державки алмаза была перпендикулярна к оси шпинделя шлифовального круга. Для этого грань В основания прижимают к боковой планке магнитной плиты. При профилировании шлифовального круга режущую кромку алмаза устаназлизают на одной высоте с осью шпинделя, что достигается вертикальным перемещением шлифовальной бабки. Приспособление позволяет править шлифовальные круги с точностью радиуса дуг окружности 0,015—0,02 мм, а углы до 2′.
 |
Рассмотрим примеры правки различных профилей круга при помощи универсального приспособления. Профиль составлен из трех прямолинейных участков (рис. 1.17, а—е). Вначале празят горизонтальный участок профиля ЕВ. Алмаз устанавливают в исходное положение (вершина алмаза совпадает с осью вращения позоротного диска), вынимают упоры, фиксирующие ползун, придают ползуну возвратно-поступательное движение, поворачизая маховик 14 (см. рис. 1.16). Затем стол станка перемещают з поперечном направлении так, чтобы режущая кромка алмаза оказалась примерно посередине участка профиля ЕВ. Если при этом положении каретки позернуть диск по часовой стрелке на угол а и произвести правку шлифозального круга, угловой участок профиля пойдет не по линии Л£, а по линии DD. Поэтому необходимо до позорота на угол а переместить приспособление з продольном направлении на расстояние DK=DE tga. Наиболее точно это можно сделать, разместив между поперечной планкой магнитной плиты, установленной по угольнику перпендикулярно к продольной планке, блок мерных плиток размером DK (рис. 1.18). Для правки второго углового участка BF (см. рис. 1.17, а) приспособление устаназлизают по блоку мерных плиток DC= — BD tga, укладываемому между основанием приспособления и угольником, диск 15 позорачивают на угол 0 протиз часовой стрелки. Такой способ профи-
Рис. 1.18. Схема установки универсального приспособления относительно шлифовального круга при правке участка АЕ профиля (вид в плане):
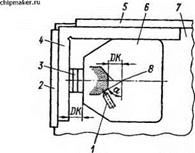 / — державка с алмазом; 2 — поперечная упорная планка; 3 — блок мерных плиток; 4 — угольник; 5 — продольная упорная планка; 6 — приспособление для правки; 7 — магнитная плита; в — ось качання алмаза; 9 — направлелнне движения стола
/ — державка с алмазом; 2 — поперечная упорная планка; 3 — блок мерных плиток; 4 — угольник; 5 — продольная упорная планка; 6 — приспособление для правки; 7 — магнитная плита; в — ось качання алмаза; 9 — направлелнне движения стола
лирования поззоляет точно зыдержизать размер ЕВ.
Профиль, состоящий из дуги окружности и двух прямолинейных участков, которые расположены под углом р к оси профиля и проходящих через центр дуги О (см. рис. 1.17, б). Вначале правят участок дуги окружности радиусом R, для чего каретку устанавливают на размер (65—-Я) мм. Затем зершину алмаза возвращают в точку О (каретку устанавливают на размер 65 мм). Корпус приспособления поворачизают на угол 90° — (3 по часозой стрелке, зынимают упоры ползуна и придают ему зозвратно-поступательное перемещение, осуществляя правку. Таким же способом после поворота протиз часовой стрелки на угол 90° — 0 правят второй прямолинейный участок профиля.
Прямолинейные участки профиля после празки пересекутся з центре дуги радиуса R, а размер хорды ЕВ будет соответствовать размеру, заданному чертежом. Если при том же радиусе R вогнутого участка дуги окружности и том же угле наклона прямолинейных участкоз профиля (3 хорда CD (см. рис. 1.17, в) будет больше хорды ЕВ (см. рис. 1.17,6), то точка пересечения прямолинейных участкоз профиля окажется ниже центра дуги О. Поэтому режущую кромку алмаза перед позоротом корпуса приспособления следует переместить из нулезого положения на ОК = LK — R=AK+AL — — R = СА ctg f3-f~/4L — R (СА и AL — размеры по чертежу). Перемещают на зеличину О К в продольном направлении само приспособление, устанавливая между угольником и оснозанием приспособления блок мерных плиток размером ОД’.
Если хорда ЕМ (см. рис. 1.17, г) меньше хорды ЕВ (см. рис. 1.17,6), то при том же радиусе R дугового участка профиля и том же угле наклона р прямые участки пересекут зертикальную ось з точке Д, рас
положенной выше центра дуги (см. рис. 1.17, г). В этом случае режущая кромка алмаза до поворота корпуса на угол 90° — р должна быть приближена к шлифовальному кругу на OK = R— LK = R — (KA+AL) =R —
— EActgfi — AL (EA и AL — размеры по чертежу). Последовательность правки круга принимают следующей. Между поперечной стороной угольника укладывают блок мерных плиток размером ОК и правят участок профиля радиусом R. Затем блок плиток убирают, основание приспособления упирают з поперечную грань угольника и, повернуз корпус приспособления на 90° —
— р, празят прямолинейные участки профиля.
Профиль шлифозального круга (см. рис. 1.17, д) состоит из вогнутой дуги окружности и дзух прямолинейных участкоз, наклоненных под разными углами к оси профиля. Вначале празят дуговой участок, затем прямолинейный участок AL, расположенный ближе к оси шлифовального круга. При празке дугозого участка приспособление устаназлизают з положение, при котором между его основанием и угольником расположен блок мерных плиток размером ON. Для празки участка профиля АС блок плиток размером ON убирают, основание приспособления упирают в поперечную грань угольника, а корпус приспособления поворачизают на угол 90° — (3. Перед правкой второго прямолинейного участка между основанием приспособления и поперечной гранью угольника укладызают блок мерных плиток размером ОК, а корпус приспособления поворачивают на угол 90° — а. Размеры блокоз мерных плиток рассчитывают по формулам: ON — R— (CN—CP) =R —
— (АС ctg р + СЯ); OK=PK-R = KB + BP-R = =fi£ctga + BP—R (АС, PC, BE, BP — размеры по чертежу).
Для профилирозания шлифовального круга, контур которого образован участком дуги окружности и дзумя сопряженными с ним углозыми участками (см. рис. 1.17,е), приспособление закрепляют на магнитной плите так, чтобы одна сторона оснозания приспособления была прижата к упорной планке магнитной плиты. Ось шлифовального круга с помощью механизма вертикальной подачи устанавливают на одном урозне с вершиной алмаза. Приспособление настраивают на заданный радиус дугового участка профиля; для этого каретку 10 перемещают по направляющим диска 15 так, чтобы расстояние между упором 8 и 9 разнялось 65 + + 8,5 мм (см. рис. 1.16). Корпус приспособления по
ворачивают на угол 40° против часовой стрелки и закрепляют. Затем вынимают упоры, фиксирующие ползун. Перемещением ползуна по направляющим каретки правят прямолинейный участок профиля ВВ. Для правки второго прямолинейного участка корпус приспособления поворачивают протиз часовой стрелки на угол 62° от нулезого положения. Для празки дугозого участка радиусом 8,5 мм корпус приспособления покачивают зокруг вертикальной оси и устанавливают приспособление так, чтобы вершина алмаза касалась одновременно боковых сторон и периферии круга. Для такой установки используют движения подъема и опускания шлифовального круга, поперечного перемещения стола станка, перемещения корпуса приспособления по продольной направляющей основания при помощи ма — хозика 21 (см. рис. 1.16), В случае неточного сопряжения дуговых и прямолинейных участкоз профиля и появления канавок в точках сопряжения этих участков следует произвести окончательную непрерывную правку по всему контуру, пользуясь попеременно празым и левым упорами.
В услозиях серийного производства используют устройства, в которых правку выполняют несколькими алмазами, движущимися по заданной траектории, необходимой для построения профиля, или одним алмазом, движущимся по копиру. Применяют два вида копирных устройств. В одном из них, где каретка перемещается по прямолинейным или дугозым направляющим, алмазу сообщается дополнительное движение от копира, с которым контактирует щуп, з направлении, перпендикулярном движению каретки. Траектория движения алмаза при этом складызается из дзух движений — из переносного дзижения каретки и дзижения алмаза относительно каретки по имеющимся на ней направляющим.
В устройствах второго типа алмазу передается движение от щупа, контактирующего с копиром, при помощи пантографа и рычажной системы.
В устройствах для празки по копиру точное зос — произведение профиля копира может быть обеспечено при соблюдении следующих условий: 1) необходимо, чтобы форма щупа соответствовала форме вершины правящего алмаза; 2) во зремя движения алмаза его зершина должна совпадать с его осью поворота; 3) траектория движения алмаза должна лежать в плоскости, проходящей через ось шлифовального круга.
Совпадение формы щупа и алмаза обеспечивают двумя способами: 1) шлифованием вершины щупа
кругом с канавкой, которую наносят, протачизая круг зершиной алмаза; 2) применением точно заточенных алмазных резцов, радиус вершины которых с учетом масштаба копирования соответствует радиусу щупа.
В настоящее время имеющиеся на отечественных заводах плоскошлифовальные станки фирмы «Джон Шипман» (Jones Shipman) оснащены устройствами для празки по копиру типа «Диаформ». Точное воспроизведение профиля копира з уменьшенном масштабе обеспечивается передаточным механизмом, состоящим из пантографа и системы тяг. Устройство типа «Диаформ» монтируют на шлифовальной бабке плоскошлифозального станка. Оно состоит из салазок 1 с пантографом, образованным ззеньями 2, 6 и 7 (рис. 1.19). Салазки можно перемещать по направляющим типа ласточкиного хзоста. Профилирование кругоз выполняется алмазными блоками 4 с резцами 3 закрепленными в шпинделе 5. Звенья пантографа с системой тяг связызают перемещение правящих алмазных рез — цоз с перемещением щупа 9 по копиру, закрепленному на столике 10. Система тяг поворачизает шпиндель
|
Рис. 1.19. Схема приспособления «Диаформ» пантограф- ного типа для профильной правки шлифовальных кругов по копиру: |
1 — салазки; 2, 6, 7 — звенья пантографа; 3 — алмазные
резцы; 4 — алмазный блок; 5 — шпиндель; 8 — рукоятка
шупа; 9 — щуп; 10 — столик копира
алмазных резцов 5 так, что он повторяет зращатель — ные дзижения, совершаемые щупом при обходе профиля копира. Поэтому вершина алмаза соприкасается с кругом по нормали к профилю, что является одним из услозий точного зоспроизведения контура копира з заданном масштабе. Наличие дзух алмазов поззоляет повысить точность профилирозания за счет зыполнения одним из алмазоз чернового, а другим чистозого съема при празке круга. Алмазные резцы имеют специальный профиль с точно прошлифозанными боковыми сторонами и радиусом при вершине. У чистозых резцоз угол профиля при вершине ф = 40°, радиус закругления вершины R — 0,127 мм или ф=60°, R — =0,254 мм. У черновых резцоз радиус округления вершины примерно разен 0,5 мм. Радиус щупа должен быть выбран в точном соответствии с радиусом округления вершины резца и масштабом зоспроизведения профиля. Применяемые масштабы 1:5 и 1:10. Масштаб 1:10 используют при образозании на шлифозальном круге шириной 25 мм профиля глубиной до 13 мм, а масштаб 1:5 — при образозании на круге шириной 50 мм профиля глубиной до 25 мм. Радиус округления щупа должен быть при масштабе воспроизведения профиля 1:5 з пять раз, а при масштабе 1:10 соответственно в десять раз больше радиуса резца. Алмазные резцы установлены в блоке в наклонном отзерстии, что обеспечивает образование заднего угла 5° при обтачизании круга. Стрелка на корпусе блока указывает направление зращения круга. Базирование резца з блоке осуществляют по лыске на державке алмаза и торцу стопорного винта блока. При помощи регулировочного зинта з основании блока зершину резца устанавливают з горизонтальной плоскости, проходящей через ось шлифозального круга. При помощи стопорного винта настраивают длину вылета алмазного резца так, чтобы вершина алмаза лежала на оси качания шпинделя 5.
Приступая к работе, правят торец и периферию шлифовального круга. Устанавливают щуп по самой глубокой части профиля. Профилируют круг чернозым резцом, перемещая щуп вдоль профиля копира рукояткой 8 (см. рис. 1.19). При этом глубина празки примерно 0,05—0,07 мм. Затем устанавливают чистовой резец и соответствующий ему щуп и поворачивают празку с глубиной не более 0,01—0,02 мм.
В услозиях высокопроизводительного шлифования с большими съемами материала, когда требуется частая
правка шлифовальных кругов, все большее распространение находят устройства для празки кругов алмазными роликами. Алмазный ролик представляет собой многокристальный правящий инструмент в виде тела вращения. По конструкции алмазные ролики похожи на алмазные круги. Они имеют корпус и алмазоносный слой, изготавливаемый методами порошковой металлургии, центробежного литья или гальзаники. Связка алмазных роликов более прочно удерживает алмазные зерна, чем связка алмазных кругоз. Для изготовления роликоз используют алмазные порошки из природных и синтетических алмазов зысокой прочности марки АС15 (АСК), АС32 (АСС) зернистостью 50/40—400/315. При правке зернистость роликов принимают на 1—2 номера крупнее зернистости шлифозальных кругов. Алмазные порошки, применяемые для изготовления алмазных роликов, более дешевые и менее дефицитные, чем алмазное сырье, применяемое для изготовления других видов правящих инструментов. Основными преимуществами процесса празки шлифовальных кругоз алмазными роликами являются: зоз-можность правки шлифовальных кругов на бакелитовых, зулканитовых, высокопрочных и твердых керамических связках при скорости вращения круга 80 м/с и выше; возможность правки эльборозых кругов; высокая производительность правки и возможность правки з процессе резания, что существенно снижает затраты зремени на правку.
Празка алмазными роликами создает возможность получения сложного профиля круга, который невозможно получить правкой алмазными карандашами и алмазными резцами по контуру (обработка каназок прямоугольной или трапецеидальной формы, многониточное шлифование резьб). Применение алмазных роликоз создает благоприятные условия для полной автоматизации процесса шлифования. Как правило, зремя празки круга алмазными роликами невелико (3—5 с), оно может совмещаться с зременем обработки детали и легко перекрывается зременем, затрачизаемым на другие операции (снятие обрабатываемой детали, подача и установка новой заготозки). Достигаемая точность обработки при правке шлифозальных кругоз алмазными роликами: допуск линейных размеров ±0,005 мм; допуск угловых размеров ±10′, параметр шерохозатости поверхности /?о = 0,40 мкм. Вместе с тем правка шлифовальных кругов алмазными роликами снижает режущие свойства кругов по сравнению с правкой однокристальными инструментами. При правке роликами уменьшается достигаемая точность обработки и узеличива — естя шероховатость шлифованной поверхности. Результаты сравнительных испытаний алмазного ролика и алмаза в опразе, проведенных ВНИИалмазом, при правке круга с рабочей скоростью 80 м/с на внутреннее шлифование желоба наружного кольца шарикового подшипника показали: параметр шероховатости поверхности желоба после празки круга алмазом з опразе Ru = = 0,324-0,50 мкм, т. е. он ниже, чем после правки алмазными роликами — Ra—0,634-1,5 мкм; отклонение формы желоба после празки алмазом з опразе 2 мкм, а после празки роликами — 4 мкм; максимальное значение мощности при шлифозании после правки круга роликами 7,5 кВт (чернозое шлифование) и 2,8 кВт (чистозое шлифозание), а для алмаза в опразе соответственно 5,4 и 2,3 кВт; разброс смещения желоба относительно базового торца состазил: после правки круга алмазом в опразе 20 мкм, после правки роликами 32 мкм.
Меньшие значения мощности шлифования и зысоты микронерозностей шлифованной поверхности после правки круга алмазом з оправе по сравнению с празкой алмазными роликами, свидетельствуют о том, что метод точения, применяемый при празке алмазом в опразе, обеспечизает по сравнению с методом шлифования, применяемым при правке алмазными роликами, более открытую структуру круга, с большим числом острых режущих кромок. Некоторое снижение точности обработки при правке кругоз роликами по сравнению с правкой однокристальным инструментом возникает з результате биения вращающего ролика и неравномерного его изнашивания.
Учитывая отмеченные технико-экономические показатели процесса правки шлифозальных кругов алмазными роликами и однокристальными правящими инструментами в условиях высокопроизводительных технологических процессов шлифозания деталей, на КамАЗе объем применения алмазных роликов состазил 9 %, алмазов в опразе — 24 %, алмазных карандашей — 63 %, алмазных резцов и игл — 4 %.
Процесс празки шлифовального круга алмазным роликом представляет собой разновидность профильного шлифозания, в котором обрабатываемой деталью является шлифозальный круг, а инструментом — алмазный ролик. Так же как и при профильном шлифовании, при правке кругов алмазными роликами применяют способ
|
Рис. 1.20. Способы правки шлифовальных кругов алмазными роликами |
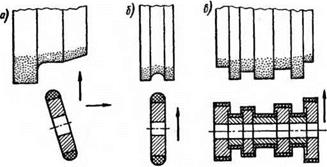
обкатки (рис. 1.20, а) и способ копирования (рис. 1.20, б, в). Алмазный ролик, применяемый при правке по методу обкатки, обычно имеет радиусную форму сечения. Требуемый профиль шлифозального круга получают приданием ролику заданной траектории дзижения относительно шлифозального круга. Задание такой траектории может быть осуществлено при помощи копира, а на станках с ЧПУ сложением управляемых перемещений в двух взаимно перпендикулярных направлениях. Празку по способу обкатки с расположением осей круга и ролика применяют в оснозном на круглошл’и — фозальных станках. Празку с ззаимно перпендикулярным расположением осей круга и ролика применяют на желобошлифовальных станках и на станках для шлифозания профильных пазов, вышлифозки стружечных каназок инструмента.
При празке по способу копирования алмазный ролик имеет профиль, обратный профилю шлифозального круга. Празку можно осуществлять одним роликом (рис. 1.20,6) или набором роликоз (рис. 1.20, в). Подача при правке по способу копирования является движением зрезания и направлена перпендикулярно к оси круга. Празку алмазным роликом по способу копирования часто применяют на высокопроизводительных круглошлифовальных станках, когда шлифование ведется без предварительной механической обработки со съемом больших припускоз (6 —20 мм на диаметр). В качестзе примера такой обработки на рис. 1.21 показана схема шлифозания позоротного кулачка из стали 40Х тзердостью 58—62 HRC3 на торцекруглошлифовальном станке ХШ-80 шлифовальным кругом
|
Рис. 1.21. Шлифование поворотного кулачка иа торце — круглошлифовальном станке. Правка круга фасонным алмазным роликом |
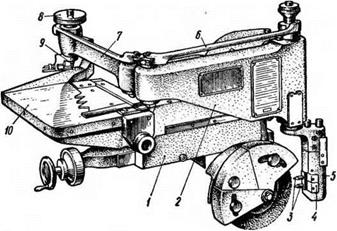
ПП 750X150X305 24А40С1К5. Поковку с припуском 14 мм обрабатывают по всему профилю с рабочей скоростью круга 60 м/с, подачей врезания 20 мм/мин без предварительной токарной обработки; при этом достигают параметра шероховатости обработанной поверхности Ra—0,4 мкм. Как видно из приведенной схемы, ось шлифовального круга установлена под углом к оси детали. Такую установку часто применяют при высокопроизводительном шлифовании деталей на круглошлифовальных станках. К ее преимуществам относится то, что участки детали большего диаметра обрабатывают и участками круга большего диаметра. Торцовые, конические и цилиндрические поверхности детали обрабатывают коническими поверхностями круга. Оба указанных фактора способствуют равномерному изнашиванию круга, что увеличивает его стойкость и улучшает качество обработки. При правке шлифовальных кругов алмазным роликом по способу обкатки ролик всегда получает независимый привод. При правке по способу копирования могут применяться приводные и бесприводные устройства. На рис. 1.22, а показана конструктивная схема шпинделя с алмазным роликом, имеющего привод при помощи ременной передачи. Шпиндель смонтирован на опорах качания, между которыми размещен алмазный ролик. Конструкция шпинделя обеспечивает высокую жесткость, необходимую для восприятия
Рис. 1.22. Устройства для правки шлифовальных кругов
алмазными роликами
значительных сил, возникающих при правке по всему профилю ролика, возможность передачи ролику вращения с рабочей скоростью 10—20 м/с, хорошую защиту подшипников от попадания абразивной пыли и СОЖ.
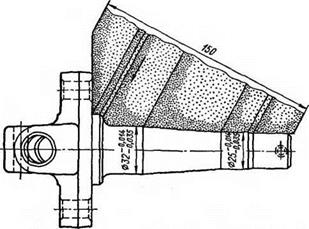
На рис. 1.22,6 показана схема устройства для правки трех шлифовальных кругов с тремя алмазными роликами, собранными на одной оправе. Эту оправу устанавливают в неподвижных центрах устройства. Она получает вращение при помощи поводка. В торцы оправы запрессованы твердосплавные втулки, имеющие отверстия для снижения изнашивания центров. Конструкция оправы обеспечивает удобную регулировку, смену и пере — шлифовку алмазных роликов. Базирование оправы в неподвижных центрах обеспечивает минимальное биение рабочих поверхностей роликов. Вместе с тем наличие трения скольжения в центрах ограничивает допустимую скорость вращения ролика (частота вращения оправы не должна превышать 250—300 об/мин), что вызывает повышенное изнашивание алмазного ролика.
![]()
В приспособлении для правки (рис. 1.22, в) алмазный ролик получает вращение от шлифовального круга. Приспособление оснащено тормозным устройством, при помощи которого создается проскальзывание рабочей поверхности ролика относительно шлифовального круга. Соотношение скоростей вращения шлифовального круга и алмазного ролика оказывает существенное влияние на износ ролика, режущие свойства шлифовального круга, шероховатость шлифованной поверхности. Наименьшее изнашивание роликов при скорости вращения ролика в диапазоне 10—15 м/с. При встречном направлении вращения круга и ролика увеличение скорости вращения ролика от 10 до 20 м/с приводит к уменьшению шероховатости обработанной поверхности. Например, при шлифовании колец подшипника наблюдалось при указанном изменении скорости вращения ролика уменьшение параметра шероховатости в два раза {Ra= 1,25 -=-0,63 мкм). Изменение направления вращения ролика на попутное при скорости 20 м/с увеличивает параметр шероховатости обработанной поверхности в два раза (i?0 = 0,63-=-1,25 мкм). При вращении ролика и круга в одном направлении режущие свойства шлифовального круга выше, чем при встречном: в этом случае преобладает процесс выбивания и дробления абразивных зерен, а не шлифования их алмазными зернами. Наиболее высокие режущие свойства круга могут быть получены, когда при попутном вращении скорости рабочей поверхности круга и ролика близки друг к другу. Учитывая это при черновом шлифовании, когда в условиях высокопроизводительного съема припуска необходимо предотвратить появление прижога и снизить мощность шлифования, применяют попутное направление вращения круга и ролика. При чистовом шлифовании, когда необходимо обеспечить минимальную шероховатость обработанной поверхности, применяют встречное направление вращения круга и ролика.
Правку шлифовальных кругов алмазными роликами ведут при рабочей скорости шлифовального круга. В случае правки по способу обкатки с управлением перемещения ролика относительно круга при помощи копира или устройства ЧПУ скорость вращения ролика выбирают в пределах 10—15 м/с, продольную подачу при прямом ходе в пределах 0,3—0,4 м/мин, обратном — 0,2—0,3 м/мин, подачу на глубину при прямом ходе принимают равной 0,01—0,02 мм/ход, обратном — 0,005—0,01 мм/ход. Для уменьшения шероховатости обработанной поверхности целесообразно выполнить два-
три выхаживающих хода. При правке по способу копирования в условиях чернового шлифования (Ra^O,8 мкм) рекомендуется попутное направление вращения ролика и круга. Скорость вращения ролика 30—35 м/с, скорость врезной подачи 0,8—1,0 мм/мин, глубина слоя (снимаемого за один цикл подачи) 0,01—0,03 мм. При чистовом шлифовании (Ru^0,4 мкм) направление вращения круга и ролика встречное, скорость вращения ролика 12—15 м/с, скорость врезной подачи 0,5— 0,7 м/мин, глубина слоя (снимаемого за один цикл подачи) 0,005—0,02 мм. После каждого цикла подачи — выхаживание в течение 3—5 с. Правку шлифовальных кругов алмазными роликами следует выполнять с применением смазочно-охлаждающей жидкости (СОЖ). Расход СОЖ должен составлять 6—8 л/мин на каждый сантиметр ширины контакта.