
На профилешлифовальных станках шлифуют шаблоны, детали штампов, матриц и пресс-форм, фасонные призматические и круглые резцы. Обработку профиля детали производят кругами двуугловой формы по методу обкатки, основанному на управлении перемещением круга относительно детали. Основными типами профилешлифовальных станков являются оптические, копировально-шлифовальные станки, станки с числовым программным управлением (ЧПУ). Технические данные выпускаемых и намеченных к выпуску в двенадцатой пятилетке отечественных профилешлифовальных станков приведены в табл. 1.1. Станки с индексом Ф1 оснащены устройством цифровой индикации.
Оптические профилешлифовальные станки. Обработка деталей на оптических профилешлифовальных станках моделей 395М, 3952Ф1 основана на принципе совмещения профиля детали с профилем чертежа, выполненного в увеличенном масштабе. Профиль шлифуемой детали проецируют на экран в 50-кратном увеличении. Схема проектора показана на рис. 1.3.
От источника света 1 лучи направляются отражателем 2 на шлифуемую деталь 3. Отраженный от детали поток лучей проходит через диафрагму 4, систему линз 5, проецирует изображение детали на зеркало 6, которое направляет увеличенное изображение на экран 7. Профиль детали 8 получают в виде резкого темного изображения на ярко освещенном экране. Вместе с контуром детали виден в увеличенном масштабе контур шлифовального круга 10. На экран 7 накладывают
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Рис. 1.3. Схема проектора оптического профилешлифовального станка модели 395М |
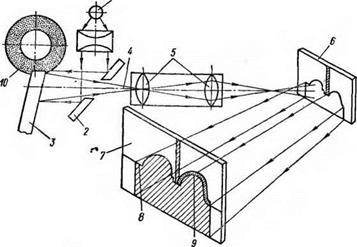
выполненный в масштабе 50:1 чертеж детали, который вычерчивают на прозрачной кальке. Таким образом на экране одновременно видны изображение профиля шлифуемой заготовки и выполненного в увеличенном масштабе профиля детали. Это дает возможность определить, какой размер припуска 9 нужно сошлифовать, чтобы получить заданный профиль детали. Перемещая круг при помощи механизмов подачи шлифовальной бабки, шлифовщик ведет режущую кромку круга по линии увеличенного чертежа, совмещая контур детали с контуром чертежа. Точность обработки не зависит от износа круга, так как шлифовщик вносит необходимые поправки в его перемещение. Наряду с ручным перемещение суппортов может быть автоматическим при помощи механизмов, оснащенных двигателями постоянного тока. Скорость автоматического перемещения суппортов регулируют изменением частоты вращения электродвигателей постоянного тока путем поворота рукояток реостатов.
Шлифовальный круг станка кроме управляемых перемещений вдоль контура заготовки совершает возвратно-поступательное перемещение вдоль обрабатываемой поверхности. Такое перемещение может быть напра&пено под требуемым углом к поверхности, контур которой контролируется. Это необходимо, например,
при заточке задних поверхностей фасонных призматических резцов. Все узлы станка смонтированы на станине 1 (рис. 1.4), представляющей собой жесткую литую конструкцию. Сверху станины установлены шлифовальные суппорты, координатный стол изделия 9, корпус оптического устройства. Внутри станины помещена колонка стола изделия. Перемещение колонки осуществляют подъемным механизмом 8. На тумбе станины встроен проектор 7, имеющий экран 14, на котором в увеличенном масштабе проецируют обрабатываемую деталь и шлифовальный круг 10. Шлифовальная головка 20 установлена на салазках, совершающих в процессе обработки осциллирующее возвратно-поступательное прямолинейное перемещение по направляющим корпуса 19. Шлифовальные суппорты обеспечивают управляемое перемещение шлифовального круга вдоль контура детали. Они закреплены на основании 2, допускающем поворот шлифовального круга под углом ± 10° относительно вертикальной оси. На задней стенке корпуса шлифовальной головки закреплен электродвигатель, который через плоскоременную передачу приводит во вращение шлифовальный шпиндель. Осциллирующее перемещение салазок шлифовальной головки осуществляют кулисным механизмом, приводимым в движение тем же ремнем, что и шкив шлифовальной головки. Промежуточный шкив, получающий вращение от этого ремня, через коробку скоростей передает движение эксцентриковому валу. Палец вала, вращаясь в пазу кулисы, покачивает ее и приводит в движение связанные с ней при помощи винтовой пары салазки шлифовальной головки. Ход салазок изменяют поворотом эксцентрикового валика от 5 до 50 мм. Поворотом корпуса 19 по круговым направляющим вокруг горизонтальной оси можно изменять направление осциллирования шлифовальной головки относительно опорно-горизонтальной поверхности координатного столика 9. Размер поворота отсчитывают по дуговым шкалам, выполненным на поворотном корпусе шлифовальной головки.
Ручное перемещение салазок верхнего суппорта выполняют маховиком 6, нижнего — маховиком 22. За один оборот маховика салазки перемещаются на 0,02 мм. Высокая точность перемещения шлифовальной головки необходима для того, чтобы выдерживать жесткие допуски на элементы шлифуемого профиля. Автоматическое перемещение верхних и нижних салазок настраивают регулятором 3 и используют при обработке пря-
|
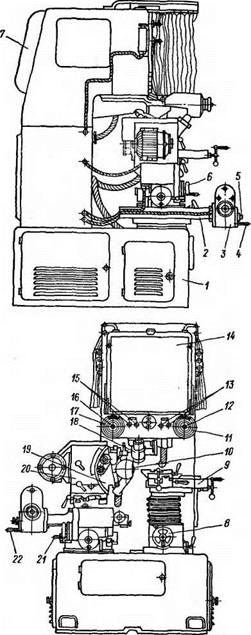
молинейных участков профиля, расположенных под различными углами. Передаточное число планетарного механизма можно изменять винтом 5. Им же можно включить ручное управление перемещения салазок при помощи рукояток 4 и 21. Скорость автоматического перемещения верхних салазок шлифовальной головки регулируют рукояткой 16, нижних —- рукояткой 12. Тумблером 17 изменяют автоматическое движение верхних салазок, а тумблером 11 — нижних. Кнопками 15 производят пуск и останов электродвигателя привода шпинделя, а кнопками 13 — запуск и выключение генератора, питающего электродвигатели привода автоматического перемещения салазок суппорта.
Детали, закрепленные на рабочей плоскости координатного столика относительно объектива 18 оптической системы станка, перемещают по направляющим столика. Для получения четкого изображения увеличенного контура детали верхнюю плоскость ее, по которой контролируют ее профиль, устанавливают в фокус объектива вертикальным перемещением колонки.
При работе на станке продольным и поперечным перемещением координатного столика нужный участок обрабатываемого контура вводят в поле зрения проектора. Вращением рукояток продольной и поперечной подач режущую кромку круга направляют так, чтобы она описывала заданный чертежом контур детали. Одновременно следят за шлифуемым профилем, изображение которого оптической системой станка проецируется на экране. В результате получают профиль, геометрически подобный профилю, изображенному на чертеже, с размерами, уменьшенными в 50 раз. Если обрабатываемый профиль укладывается в квадрат 10 ХЮ мм, соответствующий размерам чертежа 500X500 мм, то весь профиль обрабатывают без перестановки кареток координатного стола. Обычно длина и высота профиля имеют большие размеры. В таких случаях профиль детали по длине и высоте разбивают на участки, которые вписывались бы в квадраты с размерами сторон по горизонтали и вертикали 10ХЮ мм. Согласно проведенной разбивке, увеличенные в 50 раз участки вычерчивают на чертеже 500X500 мм таким образом, чтобы чертежи, вычерченные участками, можно было совместить в одно целое. Прн последовательной обработке контура детали каретку стола с закрепленной деталью перемещают по плиткам в продольном и поперечном направлениях через каждые 10 мм.
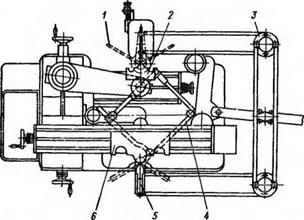
Копировально-шлифовальные станки. В копировально-шлифовальных станках модели ЗП95, ЗВ95, на станках фирмы «Штудер» (Studer) воспроизведение профиля шлифованной детали основано на передаче движения от копира шлифовальному кругу при помощи пантографа (рис. 1.5).
Изделие 2 и копир 6 закреплены на двух горизонтальных столах, которые можно перемещать в продольном и поперечном направлениях при помощи ходовых винтов и маховиков. Кроме того, стол изделия может совершать возвратно-поступательное осциллирующее движение в вертикальном направлении, которое является движением продольной подачи. Щуп 5 обходит контур копира при движении стола копира в продольном направлении. Перемещение щупа передается шлифовальному кругу I при помощи пантографа 4 и параллелограмма 3. При этом пантограф передает плоскопараллельное движение, а параллелограмм — повороты щупа. Режущая кромка шлифовального круга воспроизводит профиль копира в уменьшенном масштабе.
Передаточное отношение пантографа от щупа к режущей кромке шлифовального круга регулируется изменением длины плеч пантографа. Масштаб воспроизведения контура копира можно изменять в пределах от 1:1 до 1:100. Практически в зависимости от размеров обрабатываемой детали чаще всего применяют масштаб вос-
|
Рис. 1.5. Схема копировально-шлифовального станка фирмы «Штудер» |
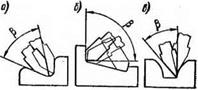
Рнс. 1.6. Форма щупа копировально-шлифовальных станков: а, б — для дуг различных радиусов; в — для глубоких узких профилей
 произведения 1:4 и 1:20. Вместо копира может быть установлена направляющая планка, служащая упором для щупа при правке абразивного круга алмазом. Копиры изготавливают из тонких алюминиемых, стальных или латунных листов толщиной 1—2 мм. Вершина щупа, закрепленного на удлиненном плече пантографа, должна точно совпадать с осью поворота его держателя.
произведения 1:4 и 1:20. Вместо копира может быть установлена направляющая планка, служащая упором для щупа при правке абразивного круга алмазом. Копиры изготавливают из тонких алюминиемых, стальных или латунных листов толщиной 1—2 мм. Вершина щупа, закрепленного на удлиненном плече пантографа, должна точно совпадать с осью поворота его держателя.
Профиль щупа должен быть таким, чтобы его вершина описывала все точки профиля копира. Тогда шлифовальный круг воспроизводит все точки контура детали. Форма щупа для копиров различных очертаний показана на рис. 1.6. Обычно профили щупа имеют углы между боковыми сторонами 60 и 35°. Радиусы щупа выбирают в зависимости от радиуса округления профиля детали и масштаба копирования. Шлифовальный круг должен иметь тот же угол между боковыми сторонами, что и щуп. При обработке деталей, имеющих прямолинейные и радиусные участки неглубокого профиля, применяют щупы с углом при вершине Р=60° (рис. 1.6, а, б), а при шлифовании глубоких и узких пазов применяют щупы с углом профиля р = 35° (рис. 1.6, в). Перемещение щупа производят так, чтобы по прямолинейным участкам копира перемещались прямолинейные участки щупа, а по радиусным участкам копира — радиусная вершина щупа. Это способствует уменьшению изнашивания и копира, и щупа, и шлифовального круга, а следовательно, повышает точность обработки.
В отличие от оптико-шлифовальных, копировально — шлифовальные станки позволяют вести обработку деталей в полуавтоматическом цикле. При этом за счет воспроизведения профиля от одного и того же копира и использования одного и того же передаточного отношения обеспечивается идентичность профиля шлифуемых деталей.