
Несмотря на появление стойких высококачественных сталей, все более широкое распространение находят алмазные надфили, имеющие нерегулярную структуру режущих зерен.
Наибольшее распространение получили надфили (рис. 6.3), имеющие стальное основание, на которое гальваническим путем осаждается никель с кристалликами алмаза (гальваническая связка). Как и стальные, алмазные надфили имеют разную структуру, определяемую через размер зерен. В основном выпускаются надфили с зерном D91, D126 и D181, встречаются и более мелкие — D54, D64, D76. Специальные мелкозернистые надфили 200, 320, 600 используются при ультразвуковой доводке. Обратите внимание на маркировку зернистости! Более подробно этот вопрос будет обсужден ниже при рассмотрении абразивных материалов.
Промежуточное положение между надфилями и брусками занимают насадки из спеченного с бронзой алмаза (металлическая связка). По внешнему виду они напоминают надфиль и состоят из абразивной пластинки, закрепленной на державке. Выпускаются надфили с
зернистостью 200,320,500 и 1000 в основном для ультразвуковой полировки.
Алмазные надфили применяются для обработки предварительно закаленных и азотированных сталей, а также поверхностей, изготовленных методом электроэрозионной обработки. Они могут использоваться вручную, в опиловочных устройствах или с ультразвуковым инструментом. Во избежание чрезмерного съема металла при работе алмазными надфилями с большими скоростями на механизированном инструменте необходимо соблюдать особую осторожность. Наоборот, медленное движение обеспечивает эффективное и безопасное удаление припуска. В любом случае алмазными надфилями работают с малым нажимом!
Чеканы[3]
 |
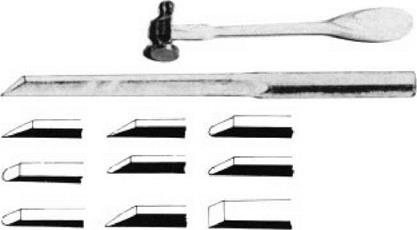
Удаление металла из недоступных для режущего инструмента мест производится с помощью чеканов (рис. 6.4). Чеканы изготовлены из быстрорежущей стали и снабжены лезвиями разнообразных конфигураций. Удар по чекану наносится специальным разгонным молотком. Большой, сглаженный боек молотка обеспечивает попадание по хвостовику чекана “в слепую”. Рукоятка молотка снабжена на конце шаровым расширением, обеспечивающим удобную хватку в ладони, что позволяет наносить удары качанием кисти в запястье, снижая устало сть.
Прогресс в
машиностроении снижает области применения чеканов.
Развитие электроэрозионной обработки сводит их значение практически “нанет”.