
By 1960, autogenous grinding had become reality. Aerofall Mills Ltd. and the Hardinge Company had sold 50 mills worldwide; Dorbyl in South Africa and Allis-Chalmers in the United States had started manufacturing them; and Morgardshammar in Sweden and Tyazhmash in Russia would begin manufacturing them soon. The road had been long and difficult, but the tenacity and resolve of Hadsel, Hardinge, Weston, and others had made wet and dry primary autogenous grinding possible and opened the door for the huge, low-cost-per-ton mills that were to come. No doubt there were dreams of the future during those hard years, but those dreams must have been scant recompense for the reality of heavy expense. Harlowe Hardinge Jr. (1955) made the wry comment that: “Our experience has now spanned a period of nearly one half a century and has been very costly to us to date to say the least.”
The problems encountered by these pioneers were largely the result of the formation of critical-size particles that broke slowly and stopped the mill from grinding, because they filled it up. These particles resulted from the abrasion of larger rocks that
|
|
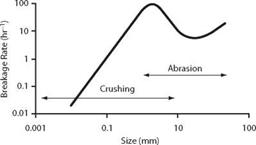
FIGURE 7.24 Critical-size problem in autogenous milling (Napier-Munn et al. 1996; reprinted by permission from University of Queensland) were too small to continue to abrade quickly and too large to be crushed by the larger rocks. Figure 7.24 illustrates the critical-size problem.
The abrasion rate of particles in autogenous grinding decreases as size decreases. When particles are small enough, crushing starts and the crushing rate increases as size continues to decrease. There is a size range at which the total breakage rate is minimal, and if particles enter this size range at higher rates than they are broken out of it, the critical size builds up. The purpose of adding large steel balls to the mill is to break up an accumulation of critical-size ore. Primary autogenous mills were installed in the late 1960s in Ontario, Canada, and Tasmania, Australia, for grinding magnetite ores. By then it was clear that autogenous mills were controlled by the ore characteristics to a much greater extent than occurred when steel grinding media were used. C. A.R. recalls that autogenous grinding was referred to in Allis-Chalmers technical reports as “Grind me my way.”
After World War II, the Mesabi Iron Ore Range in Minnesota in the United States produced many developments for crushing and grinding low-grade magnetic iron ores and pelletizing the magnetite concentrators. All the early concentrators used cone crushers and rod mills for preparing feed for coarse magnetic separation, and the concentrates were ground in ball mills for further magnetic separation, but one of the last three concentrators used wet primary autogenous mills with motors 11.6 m in diameter running at 9,000 kW. The other two of the last three concentrators used dry-grinding Aerofall mills. At one of these, a dry mill was rebuilt into a longer wet-grinding mill, and when that was successful all five mills at the other plant were rebuilt to longer wet-grinding mills, and five more wet-grinding mills of the expanded size were added. The original dry mills had ball charges so all ten mills were built with ball charges, and this plant became a large installation of SAG mills.
In the 1970s, the emphasis in primary autogenous milling was on iron ores, but work was also being done on the critical-size problems that were slowing down the use of autogenous milling for nonferrous ores. The principal difference between grinding ferrous and nonferrous ores was that the ferrous ore contained good-quality ore media, but the nonferrous ores generally required the addition of a 6%-12% ball charge containing steel grinding balls 75 mm and 100 mm in diameter to supplement the ore media. The ferrous ores would break along well-defined grain boundaries; the nonferrous ores with less well-defined grain boundaries tended to grind to coarser sizes than ferrous ores yet produced more fines. Primary autogenous mills with balls added to supplement the ore media were called SAG mills. Ultimately, the majority of installations were for grinding nonferrous ores and the majority of primary mills installed were called SAG mills without reference to whether or not they contained balls. The addition of balls added weight to the grinding charge and drew more power and, therefore, ground more ore.
The original concept was to use primary autogenous grinding mills to grind to the final product size. Even though this was successful, using primary mills to make feed for either pebble mills or ball mills was found to be more efficient. Studies on primary circuits showed that they could replace cone crushing and rod milling to prepare ball or pebble mill feed. Although the anticipated savings in the power needed for grinding did not materialize, considerable savings in capital and operating costs were realized by installing primary SAG mills.
It was also found that some of the ore in the mill was too small to be grinding media and too hard to be broken by the large ore media. This material, called pebbles, would accumulate in the mill, occupying valuable space and reducing potential capacity. If the secondary grinding was in pebble mills, the pebbles in the primary mill could be extracted and used as grinding media in the pebble mills. The pebbles in primary mills are referred to as the critical size. Removing the critical-size material from the mill, then crushing it in cone crushers and returning it to the primary mill or feeding it to the secondary mill increased circuit capacity. Many autogenous circuits now have pebble crushers in the circuit. Thus the use of cone crushers in crushing and grinding circuits has not been completely eliminated.
Primary dry-grinding autogenous systems had limited success in the field of extractive metallurgy. They were not energy efficient and had high operating and maintenance costs.
The diameter of the first practical size for primary autogenous mills was about 5.5 m. At the start of the 21st century, primary SAG mills 12 m and larger in diameter with motors larger than 30 MW to operate with ball mills 7.3-m in diameter and to operate as secondary mills with 12 m were also being discussed and planned.
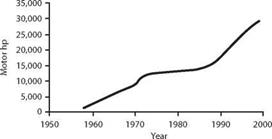
By 1980, the expansion of iron ore mining had come to an abrupt standstill. At the same time the need for primary autogenous grinding for copper ore increased. The price of gold became attractive and gold ore mining expanded rapidly, increasing the demand for primary autogenous mills to grind gold ores. The demand for SAG mills to grind nonferrous ores increased because of their advantages in terms of capital and operating costs, and their sizes systematically increased even though their power consumption was up to 25% greater than that of crushers and rod mills. Figure 7.25 shows how the maximum sizes of motors in use increased during the period from 1958 to 1998.
For primary SAG mills it has been established that the mill operates best with the load in the mill occupying 25%-30% of the mill volume. In very large primary SAG mills, the feed opening has to be large enough to pass more than 1,000 tph of mill feed to prevent plugging of the feeder with large rocks. In both primary and secondary autogenous mills used for wet grinding, low-level diaphragms are used to prevent worn media and ore chips from floating into the discharge on the slurry, which would happen with an overflow discharge. The discharge grates must have wide, tapered slots so that they will not plug. The slots are wider in primary SAG mills than in grates for grate discharge ball mills. Avoiding problems with plugged grates is the primary reason that large-diameter ball mills have overflow discharges.
Figure 7.26 shows the inside of a large autogenous mill with its heavy liners. It illustrates the fact that the increase in mill size has caused problems in operation and maintenance, because parts are now much larger and heavier and jobs that previously had been done by hand now require machines. An example is the mechanical liner handlers which are now used to assist with replacing worn liners and installing new liners. A pebble extractor has also been invented by the Boliden Company in Sweden to remove pebbles from primary SAG mills and feed them into secondary autogenous mills.
|
|
|
FIGURE 7.25 Increase in the maximum size of motors being used for SAG mills during 1958-1998
|

FIGURE 7.26 Mill end liners and mill load in a large SAG mill. The liners inside these mills require mechanical liner handlers for installation and removal (Tiggesbaumker 2001; reprinted by permission from Krupp Polysius).
A highlight of SAG milling has been the collaboration between grinding mill manufacturers and mining companies. Experimental work on very large mills is difficult, expensive, and potentially catastrophic if it goes wrong, yet the work must be done if the mills are to be accepted for use. The results of the collaboration have been very successful, as can be seen by the large mills in use and the high treatment rates obtained at low cost per ton.