The mechanical energy added during the grinding process is converted to a large extent into heat during cutting edge engagement. Most of this heat relates to surface friction and plastic material deformation, whereby the main source of heat is to be found beneath the abrasive grain. Because of this, there is a local increase in temperature at the contact location between the grain and the workpiece, which can lead to thermal damages of the workpiece structure depending on time and the effect duration. These damages can result, for example, in changes to the residual stress conditions near the surface but can also lead to structural changes that extend across large surface layer areas.
Such influences on the grinding process usually have negative effects on the output. For example, local peaks in tension, rehardened zones or a decrease in component strength can bring about a premature failure of the component during operation [BRIN91, CHOI86, SCHL04].
In order to recognise these negative influences and to carry out an alteration of the process parameters for the sake of minimising workpiece damage, components and workpieces are analysed near the process after the grinding treatment and their surface layers evaluated.
In contrast to the previously mentioned in-process methods, near-process methods are undertaken in immediate proximity to the process. They neither require costly preparation nor necessarily the environmental conditions of a laboratory [REGE99].
Etching and crack detection of damages in the workpiece’s surface layer (grinding burns, grinding cracks) represent on the other hand the state of the art in industrial manufacture. Nital etching is the most frequently utilised method for detecting surface layer damages, whereby the components can also still be used after the test [REGE99, SAXL97].
Thermal damages are rendered visible by this detection method by means of oxidation processes. The component is cleaned and degreased. Finally, it is etched in alcoholic or aqueous nitric acid. At the locations where thermal damage has occurred, the component turns to a dark brown or black colour. The intensity of the colouration is a measure for the damage [BAUS03, REGE99, SAXL97].
In nital etching, only the uppermost atomic layer of the material is affected so that after etching, presuming that no thermal damage could be detected, the workpiece can be integrated or delivered to customers [REGE99].
In industrial praxis, dye penetrant testing is often used for crack detection. In this case, the workpiece surface is covered with a fluorescent fluid by means of spreading, spraying or plunging. After a certain penetration time required for the penetration agent to settle into the cracks under capillary forces, excess penetration agent is removed from the surface. Finally, with the use of a developer, the penetration agent found in the cracks can be drawn out and the cracks present made visible [REGE99].
Micro-magnetic analytic methods gather parameters that are based on the extended physical interpretation of Bohr’s atomic model. These parameters correlate with the resulting residual stresses in the component after grinding and with the material structure at hand [KARP01, REGE99].
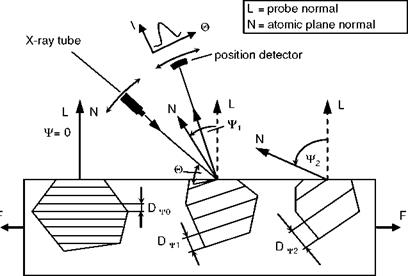
A further method for determining the residual stress condition in the component’s external zone is radiographic residual stress determination. The principle of the measurement is based on the diffraction of monochromatic X-rays at the atomic planes of polycrystalline materials (Fig. 10-13). While a stress-free material exhibits identical atomic plane distances independently of the irradiation angle of the X-rays, these distances change in a workpiece with residual stresses. These distances increase perpendicular to the stress direction, while parallel to it they decrease. In order to identify the maximum lattice strain, lattice strain determinations are undertaken at different irradiation angles [BRIN91, KARP01, ROHR89].
|
Fig. 10-13. Schematic representation of the X-ray method [KARP95, ROHR89]. |