
In the case of cutting wire grinding, wires with bonded abrasive material, usually diamond, are used (Fig. 9-10). Galvanic or synthetic resin-bonds have so far generally been used for the bond system. By using bonded grains, we can do away with an additional lapping suspension. In this process, material removal is very similar to that of conventional grinding. By means of a restricted guidance of diamond grains, rolling off of the cutting particles on the material is prevented and the reduction of a discontinuous chip is initiated. The bonded grain however is not guided path-bound, but force-bound into the working gap. The goal of this method variant is, among other things, an increase in productivity or reduction of process times in comparison with cutting technologies with unbonded grains [ENOM99].
|
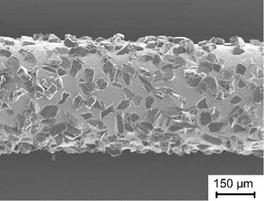
Fig. 9.10. SEM picture of a diamond-coated wire (Saint-Gobain Diamond Tools GmbH) |
By avoiding the stripping of the abrasive material from the cutting wire within the wire engagement arc, as a result of the bond system, the grain can constantly remain engaged in the case of cutting wire grinding.
Increasingly important ecological issues are also accounted for by rendering superfluous the use of lapping suspensions requiring disposal. Moreover, wafer cleansing following the cutting process is considerably simplified, since for this process deionised water is generally sufficient as a coolant. The disadvantage of this method is the high cost of the cutting wires in comparison with cutting wire lapping.
Currently, cutting wire grinding is used primarily for smaller ingot dimensions up to 150 mm, e. g. for cutting sapphire or silicon carbide with smaller cutting machines. For larger ingot diameters however, and for classic silicon semiconductor or photovoltaics mass markets, this process is generally not exploited.