
Abrasive cutting assumes the function of cutting lengths of bar steel and profiles especially in rolling mills, but not rarely in forges and continuous casting plants as well. In these contexts it competes with guillotine shears and sledge saws. In the face of improved cutting quality as well as the possibility of cutting off a large number of materials irrespective of temperature, weighing various processes increasingly results in abrasive cutting being favoured.
The spindle drive power of stationary abrasive cutting machines reaches a 200 kW nominal power; with 1800 mm maximum-sized cutting discs, cutting speeds of up to 100 m/s can be realised [KOEN85]. As a rule, synthetic resin cutting discs are used which are additionally sheathed in synthetic-resin-soaked fibreglass. Normal corundum of granulations 12 to 20 is customary as the abrasive. The width of the cutting disc amounts as a rule to one percent of the diameter.
The specific material removal rates obtainable in the case of cold abrasive cutting are around Q’w = 1500 mm3/mms, while in hot abrasive cutting they reach values up to Q’w = 4000 mm3/mms. The temperature range of the workpieces stretches from room temperature to up to 1000 °C; conventional workpiece diameters are dw = 20 to 200 mm.
Variations of Abrasive Cutting
Abrasive cutting operations are executed with hand-operated machines or in stationary cutting machines.
In the case of manual abrasive cutting, the cutting disc diameter is limited to 230 mm for reasons of safety and manageability. One anomaly is the manual cutting of high-alloyed rust and acid-resistant materials in the food industry. In order to prevent iron diffusion during the cutting operation, in this case special abrasive cutting discs without iron components are employed [BURK93].
Stationary abrasive cutting is executed both wet and dry. An example of a wet operation is the cutting-off of samples for material testing. While cooling lubricant is added, the samples are cut off burr-free and without thermal damage to the workpiece. Most abrasive cutting processes however are dry.
For abrasive cutting, for method variants are common, which differ by their arrangement and the relative motion of tool and workpiece (Fig. 9-7).
spindle is arranged on a rocker arm, and the grinding tool centre follows a circular arc.
In a rotary cut, the motion of the grinding wheel is also superimposed by a rotation of the workpiece. This arrangement requires that the workpieces be cut off with large diameters. The process is used especially to cut large pipes.
The off-centre approach of plunge cutting makes it possible to cut off several parts in the same clamping. The grinding wheel is set by excess length e lower than the diameter of the workpieces require. If we equate the plunge cut with a creep grinding process, then we are dealing in the case of the oscillating cut with a pendulum grinding process. However, in oscillating cuts, the feed direction alternates, whereby one quantity is fed after every double stroke. Which variant is used depends on the respective machining conditions.
The advantage of the plunge cut over the chop cut is that non-productive operation times for workpiece supply and clamping, as well as for free travel and infeed etc., can be distributed across several parts. This is especially significant when the abrasive cutting operation is part of a quasi-continuous production sequence, e. g. in rolling mills. The oscillating cut is of less importance than the other methods.
|
sections |
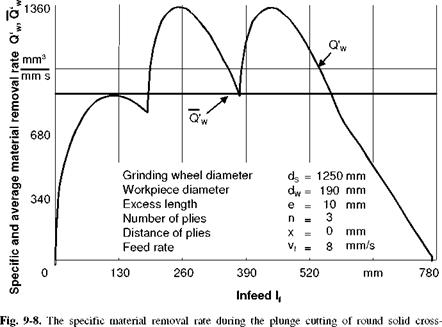
Aside from a few exceptions, the contact length and the material removal rate [KOEN85a] exhibit an unsteady course, no matter which method is used. We thus see in Fig. 9-8 and example of the trajectory of the specific material removal rate
Q’w over the feed path lf while cutting three workpieces arranged consecutively. While the grinding wheel is still engaging with the first workpiece, it already makes contact with the second workpiece so that an abrupt increase in the specific material removal rate results. Shortly thereafter, the third piece is cut.