
Common to all blasting methods is that kinetic energy is responsible for the operational performance. The blasting abrasive used is also furthered and accelerated in the case of pressure blasting by fluid or gaseous carrier means. In centrifugal blasting, a centrifugal wheel accelerates the blasting abrasive. The amount of removal depends thereby on the mass of the blasting abrasive being used and its speed.
According to the blasting purpose, abrasive blast cutting methods can be subdivided into
• abrasive jet roughing,
• abrasive jet finishing,
• lapping blasting and
• polishing blasting.
In DIN 8200 [DIN66] these methods make up a group of methods for surface finishing, which also contains cleaning blasting, surface hardening blasting (abrasive ball blasting), deformation blasting and test blasting. Selection of a method and the treatment conditions is based on the respective machining task and the purpose which the abrasive blast cutting must adhere to. They determine which effect should be in the foreground, e. g. deburring, roughening, grinding, lapping, polishing, cleaning or hardening.
Depending on the type of energy supply used to accelerate the blasting abrasive and the energy source, the following method types are used.
Air abrasive jet cutting
In this method, the abrasive blasting material is carried along by a high-speed air jet as the energy bearer and accelerated onto the target surface.
Wet abrasive jet cutting
This method is characterised by the use of a fluid with the addition of a solid blasting abrasive that is accelerated with high speed onto the target surface by means of a compressed air jet.
Abrasive water jet cutting
Pressurised liquid blasting is blasting with pressurised liquid as the energy source
Abrasive steam jet cutting
Steam pressure blasting is blasting while using compressed steam as the energy source.
Centrifugal abrasive jet cutting
In this method, the abrasive blast material is accelerated with a centrifugal wheel that is equipped with paddle wheel or similar devices. As a representative of abrasive blast cutting techniques, a few methodological characteristics will be demonstrated using the example of lapping blasting.
Lapping jet cutting
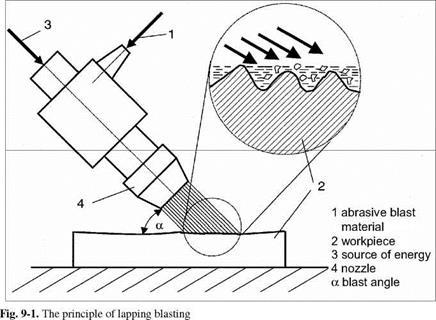
The basic principle underlying lapping blasting, which is comparable to sandblasting, can be seen in Fig. 9-1. All aforementioned media can be utilised as energy sources, of which compressed air and water are the most important.
When using water, the abrasive blast material is suspended in it. In the nozzle head, the blasting abrasive-water mixture is accelerated such that every grain of abrasive blast material is surrounded with a layer of water upon leaving the nozzle. This layer of water causes a damped impact upon the surface. Because of the existing roughness of the workpiece, a water film is formed on the workpiece surface which causes an additional damping. In this way, roughness peaks are reduced in particular. Usually, antirust agents or other additives are mixed into the water.
|
|
The energy of the abrasive blast material can be calculated in accordance with the relation of kinetic energy Ekin = mv2/2. The blasting abrasive is exposed to high stresses. Already after one use, i. e. after a single impact on the target surface, there is extensive wear of the abrasive material, manifesting itself in fragmentation of the grains. This fragmentation is contingent on the abrasive blast material used, the speed of the air current and the workpiece material. If the grains so fragmented that the grain size is below of the critical grain size, then we speak of a total wear of the material.
The lapping-blasted surfaces exhibit a dull appearance. The pressures used are typically between 4 and 10 bar, the blast speeds range between 300 to 800 m/s [DICK54, GESE61, HABE92, HORO76, KUPP90, N. N.1, SCHU93, WIRT62].
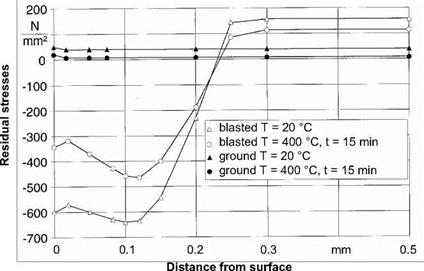
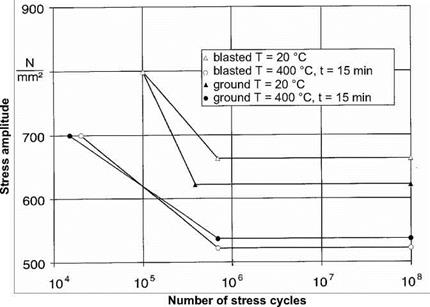
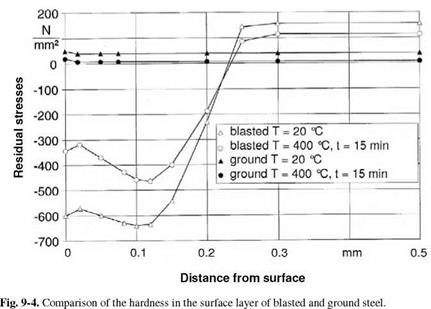
Yet blasting methods are not only used to influence the roughness of the surface. Abrasive ball blasting serves rather to induce residual compressive stresses in the surface, leading to favourable dynamic component properties. This is shown in Figs. 9-2 and 9-3. With identical abrasive blast materials, the depth of the surface layer is a function of blast intensity and the hardness of the workpiece material. Furthermore, strain hardening and thus an increase in the hardness of the surface is an aim of this method (Fig. 9-4) [HANA89].
|
Fig. 9-2. Comparison of the residual stresses in the surface layer of blasted and ground tempered steel 42CrMo4 |
|
Fig. 9-3. Comparison of the fatigue strength of blasted and ground tempered steel 42CrMo4 |
|
|
Especially in the case of highly stressed components, like turbine blades, abrasive blast processes are used to improve external zone properties after turning, milling or grinding operations. The desired effect is a strain-hardened surface with high residual compressive stresses. One undesirable side effect is residual roughness due to the surface being covered with overlapping material mounds caused by ball impacts. Blasting can have three effects here. On the one hand, residual tensile stresses in the outer surface layer can be eliminated. On the other, the difference in the surface characteristics is reduced to a nearly uniform value. Moreover, LCF and HCF properties can be improved [ADAM98].