Planar lapping is used to create flat surfaces with high surface qualities. Two method variations are distinguished. In the first case, the workpieces are freely movable and are guided over the lapping disc; in the second case they are placed in so-called carriers with restricted guidance in order to avoid reciprocal damages.
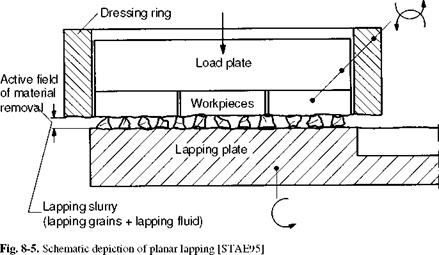
The workpieces are generally placed in dressing rings on a lapping disc — also called a lapping plate or a machining disc. The workpiece shape accuracy which is achievable though lapping is determined to a great extent by the flatness of the lapping disc [KLIN86]. The lapping grains are found in a carrier fluid between the workpieces and the lapping disc. Together, both components form the lapping slurry. The workpieces receive the contact pressure necessary for material removal through their own weight or through additionally implemented load plates as well as pressure cylinders (Fig. 8-5).
In coplanar lapping, at least three workpieces must be in one dressing ring and carrier at the same time. These are first placed on the lapping disc with the first planar surface, while on the opposing side an elastic covering (rubber, plastic, felt, or the like) is fitted and loaded with a pressure plate.
After facing the first workpiece surface, the workpieces are fitted with the second surface to be processed. At this point, the loading is now carried out without an elastic covering directly over the plane pressure plate. Machining is continued until all the workpieces are coplanar.
|
|