
Gear honing is a fine machining process for gears which was originally implemented after grinding in order to create low-noise surface patterns on the tooth flanks. In the process, small allowances of approximately 15 pm were removed from the flanks.
In further developments, this procedure came to be used directly after hardening, eliminating grinding from the process chain. Contrary to grinding, gear honing functions with low cutting speeds (0.5 to 10 m/s). This excludes the possibility of thermal damages to the gears being machined. Instead, internal pressure stresses
are induced in the machined tooth flanks which have a positive effect on the component load capacity [KOEL00].
|
|
|
Depth of cut [pm] |
Percentage matt normally honed |
mal volume tp[%] plateau-honed |
|
0.25 |
10 |
40 |
|
0.37 |
13 |
52 |
|
0.50 |
16 |
64 |
|
0.62 |
18 |
68 |
|
0.75 |
20 |
75 |
|
1.00 |
26 |
78 |
|
1.25 |
31 |
81 |
|
Fig. 7-33. Surface topography and percent contact area of plateau-honed surfaces [HAAS71] |
In general, a gear-shaped tool can be either externally or internally toothed. Due to superior overlapping and resultantly lower tool wear, gear honing is now in broad industrial use (Fig. 7-34).
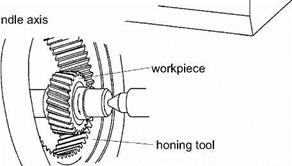
During machining, tool (honing stone) and workpiece (gear) rotate synchronously. In addition, the rotation axes of both meshed partner parts are moved together by the so-called crossed axis angle. A relative speed is generated between the abrasive grains and the flanks of the workpiece by the rolling contact rotation and the crossed axis angle. At high rotational speeds, the tool is shifted towards the workpiece by the feed movement of the machine. This leads to high pressure
on the abrasive grains in the teeth of the tool. As a result, material is removed at the workpiece flanks.
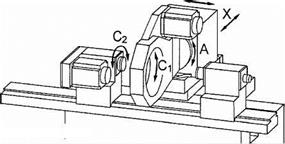
 X — transverse axis of compound slide Z — oscillation axis of compound slide A — crossed axis angle C. — spindle axis C2 — workpiece spi
X — transverse axis of compound slide Z — oscillation axis of compound slide A — crossed axis angle C. — spindle axis C2 — workpiece spi
Fig. 7-34. Fassler gear tooth flank honing
In the case of dressable tools, the honing stone is composed of a synthetic resin or ceramic bond in which the abrasive grains, made of corundum, sintered corundum or cBN, are embedded. The honing tool can also be implemented as a steel body, upon which the cBN or diamond grains are galvanically bonded.
In order to clean the honing stone, a honing oil with low viscosity is sprayed via adjustably arranged nozzles on the teeth of the honing stone. The honing oil rinses off chips and broken-off abrasive grains from the machining zone.
Shortly before the final dimensions are achieved, the NC axes are controlled synchronously. This allows for both an improved surface quality and the creation of defined crownings.
The honing stone is profiled both prior to machining the first workpiece of a new series and after wear. First, the tip diameter of the honing ring is shortened by means of a diamond dressing roller. After dressing the tip, the tooth flanks of the honing ring are dressed with a diamond dressing gear. The movements correspond to those of the honing cycle. However, the rotational speed is considerably lower
in dressing than in honing. The amount of dressed honing stone material is compensated automatically on the machine side [BAUS94].
The diamond dressing gear consists of a hardened steel body coated with diamond grains bonded in nickel. This diamond dressing gear contains all the desired corrections, including tip reliefs, root reliefs, conicities, crowns and topological corrections. By re-grinding after coating, irregularities in the diamond gear coating are reduced and changes to the modifications can be ground to a small extent.
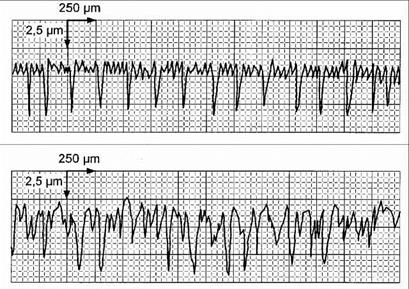
Laser honing was developed as a response to requirements placed on the piston paths of internal combustion engines. The piston stroke causes friction between the piston ring and the cylinder hole. This friction is reduced by means of a lubricant. At the same time, it is important that enough lubricant provisioning is secured during operation. In this respect, the surface receives a two-fold function: On the one hand, a minimal roughness must be achieved in order to guarantee a high percent contact area; on the other hand, an open structure must be created to assure the adhesion of the lubricant to the contact zone.
The goal of laser honing is thus the production of a structure in which a fine roughness profile overlaps with a rough surface relief. To achieve this, the surface is first pre-honed in the conventional way in order to produce the macroform (cyl- indricity according to DIN ISO 1101) in close approximation to the final accuracy. Then, the laser is used to bring a defined structure to the honed surface.
A final honing is implemented to remove the fusion — and oxide bulging generated during laser processing and to create an extremely fine sliding surface of 1 to 2 |im Rz [KLIN00].