
In honing, the work result must also be seen as a function of the initial state of the workpiece. Not only do the properties of the workpiece material play a role in this, but also the initial conditions resulting from pre-machining.
As in grinding, the workpiece surface has an influence on the resulting surface roughness in honing. A comparison of types of cast iron and steel at different grades of hardness (table 7-3) shows that the surface quality increases with increasing hardness. The reason for this is that with hard workpiece materials no bulging occurs at the machining grooves by plastic deformation of the material. Ductile metals, such as light and non-ferrous metals, often tend to degrade roughness by clogging the honing stone.
Another roughness-decreasing influence of hard materials is that, depending on the type of honing stone, the grains are considerably blunt as a result of the abrasive effect of the workpiece material. Blunt grains lead to lower surface roughnesses. This only applies, however, to honing stones whose grains are held in the bond for a sufficient amount of time owing to a high bond strength.
![Подпись: Initial cylindricity Deviation fzo Fig. 7-28. The influence of pre-form errors on the final shape [TOEN70]](/img/3149/image496.gif) |
 |
Studies of the effect of shape errors on the unfinished part attested to a clear influence on the work result. Fig. 7-28 shows that, after a machining time of 180 s, the statistical average of the remaining shape error lies above the shape error of the unfinished part [TOEN70]. The extent of the error correction depends in particular on the tool type.
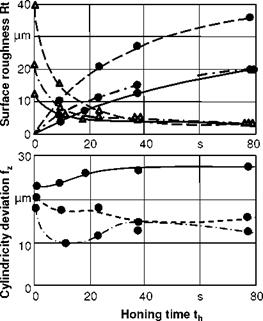
As observed in chapter 7.3.2, long honing stones lead to a reduction of cylin — dricity deviations and wide honing stones (large-area tools) to the removal of existent roundness deviations. The surface roughness Rto of the surface of the unfinished part has a more positive than negative influence on the work result. The surface roughness curves shown in Fig. 7-29 are based on the connections described in chapter 7.3.1 between the material removal rate and workpiece roughness.
The material removal rate is higher given a high initial roughness. This is a result on the one hand of the high local contact pressure during the time in which the tool is only abutting the roughness peaks and, on the other hand, of a sharpening of the honing stone by the rough workpiece surface. If the initial roughness is too low, this necessary sharpening effect may under certain conditions be completely inhibited.
An existent cylindricity error (Fig. 7-29 below) is improved given a high initial roughness, which is not the case with low initial roughness. In order to remove a shape error, machining must occur on the scale of the error. If the surface rough
ness is larger than the shape error, the removal will be achieved over the course of the elimination of the initial surface roughness during the process.
|
to > о E <D TO <D Ч-* TO |
![]()
 A — Surface roughness Rt • — Material removal Wh
A — Surface roughness Rt • — Material removal Wh
—— Rto=1.16pm
—— Rto=21.1pm
—— Rto=41.2pm
St35
Hardness:
177 HB