
In addition to the variables involved in the honing process, the most important influence on the work result are the specifications of the honing stones, i. e. grain type, grain size, type of bond, hardness and treatment. With respect to grain type, two groups of materials are distinguished according to their properties. As in grinding, one distinguishes between conventional and superabrasive grain materials. In the following, the conventional grain materials like corundum and silicon
carbide will be described. Usually, the dependencies of the work result on the tool’s structure observed in grinding can also be applied to honing.
 |
 |
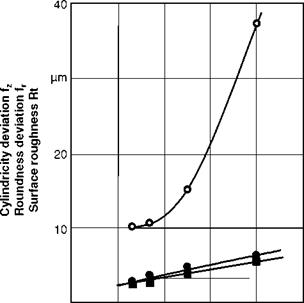
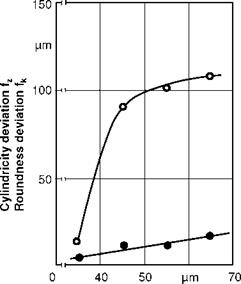
An increasing grain size leads to a higher material removal rate, inferior surfaces and decreased wear (Figs. 7-23 and 7-24). This can be reasoned by greater holding forces in the bond and larger chip thicknesses. Large grains have a negative effect on the cylindricity of the workpiece. Therefore, it is important to make sure in rough honing that any cylindricity deviations remain below a value that is still correctable in a final finishing process.
The influence of honing stone hardness can be seen in Fig. 7-25 and Fig. 7-26. Hardness grade is given as a variable. It corresponds to the penetration depth of a test body. The greater the hardness grade, the less is the hardness of the honing stone.
Wear increases with decreasing bond strength. Increasing wear leads to a self — sharpening of the tool. With decreasing hardness, therefore, the material removal rate rises at first, since sharp grains are in continual engagement. If a certain level of hardness is exceeded however, the material removal rate is reduced again. The bond strength then becomes so minimal, that the tool no longer has the ability to accept the forces necessary to remove material.
More hardness leads to the blunting of the grains, which leads in turn to the smoothing of the grooves. As a result, surface roughness decreases with increasing hardness.
![]()
|
|
|
|
 Honingstone: Aluminium oxide — special
Honingstone: Aluminium oxide — special
Vitrified bonding Structure: 2 Material: St 35 Hardness: 177 HB O— Qw
• — Vh
Hardness grade HZ
|
|
|
|
|
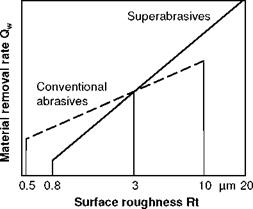
The cutting behaviour and the corresponding area of application of honing stones made with diamond and crystalline cubic boron nitride (cBN) are different from those of conventional grain materials. Given surfaces with surface roughness Rt < 3 |im, the material removal rate with conventional abrasives is higher [KLIN77]. Superabrasives are superior, when honing rougher surfaces using larger grain sizes.
The lower material removal rate in the case of superabrasive honing tools is a result of their wear behaviour. By means of effective grain integration, the grains are locked in the bond and become highly blunt. If the grains do not protrude far enough from the bond, the bond comes in contact with the workpiece material and is set back. The grain is no longer embedded and thus breaks off. The self — sharpening effect of conventional honing stones therefore does not apply. Particularly in the case of small holes, the disadvantage of lower material removal rates is compensated for by the improved form stability of the tool. Cylindricity errors and dimensional precision achieve essentially better values by the very high wear resistance than in the use of conventional grain materials.
However, because of the high cost of such tools, machining of large lot sizes is the precondition for the economically viable use of diamond and cBN. The use of these grain materials thus becomes questionable when large holes are in demand, since the cost for the abrasives rises disproportionally and the necessary number of pieces and the resultantly shorter tool-change times are often not reached. Given small diameters, the smaller tool volume requires a frequent tool change. Thus the reduction of non-productive times by superabrasives is very high.
A further area of application is the processing of blind holes. Given unfavourable design requirements (insufficiently large undercut), the wear resistance of superabrasives guarantees better cylindricity at the base of the hole. The machining times can be reduced by the avoidance of stroke delays or by a multistage process. Whereas honing with conventional grain materials can be used to process almost all workpiece materials encountered in practice, the use of diamond and boron nitride is limited primarily to cast iron, hardened steels, ceramics and glass.
|
Table 7-3. Attainable surface roughnesses of different workpiece materials as a function of the grain size of corundum honing stones [HAAS71]
|
Difficulties arise in the machining of light and non-ferrous metals with finegrained tools. Ductile workpiece materials clog the tool surface. Corrosion is the result, which contributes to an impermissible degradation of the surface quality. The wear resistance properties of conventional tools prevent this to a great extent. Tables 7-3 and 7-4 give an overview of the surface qualities which can be achieved for superabrasive and conventional grain materials.
|
Table 7-4. Attainable surface roughnesses of different workpiece materials as a function of the grain size of diamond honing stones [HAAS71]
|