
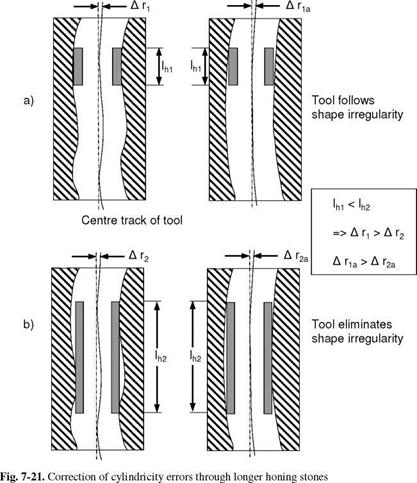
Honing stone length plays an important role in the correction of shape errors. With respect to achieving the most accurate desired cylindricity, tools with long honing stones offer the best possibility for transferring their own cylindrical shape onto the workpiece. The arrangement in Fig. 7-21a shows that when the honing stone is too short the tool follows the contour of the shape error and therefore cannot correct it. Given a sufficient honing stone length (Fig. 7-21b), the cylindricity improves. The tool’s diameter is adjusted to the largest envelope curve of the cylinder, thus abutting only at the peaks of the irregularity.
Furthermore short honing stones have the effect of enlarging the tilt moment in the upper reversal position (Fig. 7-11). This results in a larger widening at the upper end of the hole.
|
|
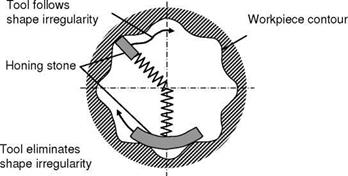
The width of the honing stone is important in the correction of existing roundness errors. Wide honing stones at first only remove material in places where the diameter is small.
The workpiece is shaped according to the accurate circular form of the tool (Fig. 7-22). A disadvantage of such tools covering large surfaces is their usually small material removal rate in comparison to narrow honing tools. Although the number of cutting edges not involved in the material removal process is larger, the influence of the contact pressure, which is reduced with an increasing honing stone surface, is still more important.
Narrow honing stones, excited by the removal process, tend to vibrate with their resonance frequency in their guides. The resulting noises can reach a sound level of up to 100 dB. A large-surface tool’s abutment on several indeterminate points prevents the generation of vibrations [HAAS75]. The shell tool combines the advantages of the narrow honing tool and the wide honing tool. These tools are designed to carry several stones on half-shells. The stones of one half-shell are thus fixed in their positions and are fed together radially with the carrying body.
|
Fig. 7-22. Wider honing stones eliminate the roundness error |
Avoiding undesired vibrations also leads to a considerable decrease in tool wear.
Not only does the shape of the honing stone affect the process, but also the number and distribution of stones along the tool. An optimal design depends on the type of roundness error to be rectified. Studies have shown that honing stone number has a significant influence in the improvement of roundness for roundness deviations of various orders [TOENS70]. In addition to an optimal number of stones, an asymmetrical arrangement of stones can lead to improved shape accuracy under certain conditions. In the case of honing tools with one honing stone, almost exclusively asymmetric separation are used (Fig. 7-20). The carbide stones used for support are arranged in such a way that one honing stone almost directly faces the other. This minimises tool deflection. Such tools are characterised by quality roundness improvements and a high degree of workpiece cylindricity. Because of their small mechanical complexity allows for a compact design, these tools can be used for holes beginning at 2.5 mm.