
 |
|
 |
|
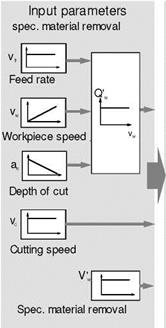
In the case of external cylindrical peripheral plunge grinding, the material removal rate generally set by the radial feed rate. Workpiece speed is connected with the radial feed rate by the radial feed velocity. In this way, changes in process and output parameters can also be discussed in relation to vw. Fig. 6-114 provides an overview of the effects of such parameter change.
Fig. 6-114. The influence of workpiece speed on process parameters and the output during external cylindrical peripheral plunge grinding
High workpiece speeds lead in conjunction with the — at constant material removal rates — falling depth of cut to shorter chips with larger chip cross-sectional areas and a smaller contact length. By reducing the contact length, the momentary cutting edge number is diminished, although the kinematic cutting edge number
increases, whereby the influence of the momentary cutting edges is predominant. Since the cutting forces are the result of the sum of all individual grain forces, a lowering of both tangential and normal forces as well as cutting power with increasing workpiece speed and decreasing depths of cut is the result [KASS69, WERN72].
 |
 |
The contact area between the workpiece and the grinding wheel, which decreases with the depth of cut, leads to improved cooling lubrication conditions in the contact zone. Moreover, the local heat action time is reduced by the higher speed. Both of these effects are responsible for reducing the thermal energy added to the workpiece, thus leading to lower contact zone temperatures (Fig. 6-115).
Because the forces are lower, form and dimensional errors can be somewhat reduced. The smaller dimensional deviation is founded on the lesser amount of radial and edge wear, likewise attributable to the smaller forces. Smaller forces have in addition a positive effect on the roundness of the workpieces.
The surface quality of the workpiece changes but little in the speed range that is customary for external grinding. A minor decline in roughness values results from increasing workpiece speeds. Some investigations have shown that the surface roughness is significantly reduced in the case of a considerable increase in workpiece speed, i. e. a smaller speed quotient q. A similar reduction in workpiece roughness is also noticeable at very high speed quotients (Fig. 6-116).
Besides the cooling lubrication conditions, workpiece speed is the most important variable to consider in order to avoid a thermal influence on the surface layer. The described reduction of thermal energy added to the workpiece results in a smaller structural influence on the workpiece’s surface layer. (Fig. 6-117).
 |
 |
Workpiece speed vw
Fig. 6-117. Higher workpiece speeds and sinking material removal rates decrease structural influence
The Influence of Material Removal
Fig. 6-118 provides an outline of the effects of changing grinding wheel topography on process parameters and its result. Material removal is specified as the variable parameter, which is proportional to the cutting duration at constant material removal rates.
 |
Fig. 6-119 shows how the normal force and the average surface roughness can change as a function of material removal. Here, the opposed behaviour of both of these parameters is conspicuous. This behaviour can always be observed when the effective surface roughness of a grinding wheel is larger at the start of the grinding process than would appear as a result of the machining conditions in a quasistationary state. In the initial phase, grain wear primarily occurs. The number of kinematic cutting edges goes up and the effective surface roughness of the grinding wheel decreases. As a result, the workpiece roughness is also reduced and asymptotically approaches a boundary value.
This optimal transitional behaviour is less favourable in practical use than the opposite case, in which the effective surface roughness is insufficient at the beginning of the grinding process. In this case, the separated chips would have to sharpen the grinding wheel (free grinding), the forces would be high initially and the danger of grinding burn especially high.
Wear initially increases considerably at the beginning of the grinding process (Fig. 6-120), since individual abrasive grains are partially loosened by the mechanical stress during dressing and thus break out faster. The further progression of wear is then almost linear. Here, the grinding conditions are the determining factors.
 |
The influence of material removal on surface quality has already been described in relation to cutting force. The relation of the average surface roughness to material removal for various cutting speeds (Fig. 6-121) clearly shows that the initial amount and increase of roughness are significantly influenced by the cutting speed. This can change the service volume considerably. As opposed to the results given in Fig. 6-121, here there is a higher number of kinematic cutting edges at the beginning of the grinding process than at the end because the grinding wheel has
been more finely dressed. The wear-caused reduction of kinematic cutting edges leads with time to an increase in the average surface roughness Ra.
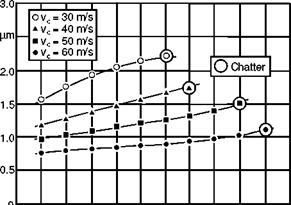

A 60 Jot 6 V Workpiece Ck 45 N Dressing parameters aed= 0,03 mm fad = 0.1 mm Grinding parameters Q’w = 3 mm3/mms q = 60
Cooling lubricant
Emulsion (1.8%)