
A special area of application in grinding is the finishing of tooth flanks. Cutting an involute profile requires the use of methods specifically designed for tooth flank machining, these being subdivided according to method kinematics into generating and profile methods. In order to fulfil performance, noise emission and wear requirements there are high demands on dimensional and formal accuracy and on the external zone properties of the components.
|
|
|
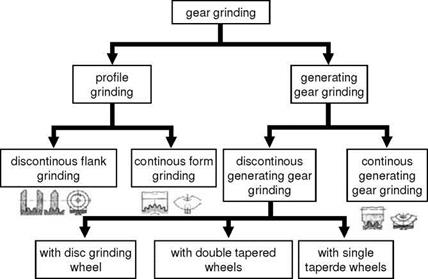
Fig. 6-73. Subdivision of gear grinding methods |
Methods of Gear Grinding
In profile grinding, tooth spaces are cut with a grinding wheel dressed with the target profile. In generating gear grinding, the tooth shape is produced by means of rolling kinematics between the tool, the reference profile of which corresponds to a gear rack, and the gear with superimposed cutting motions. Both generating gear grinding and profile grinding are classified into discontinuously and continuously operating methods.
In industry, the following gear grinding variants are utilised:
• discontinuous generating gear grinding with two disc grinding wheels,
• discontinuous generating gear grinding with a double-tapered wheel,
• discontinuous generating gear grinding with a single-tapered wheel,
• continuous generating gear grinding,
• discontinuous flank grinding with profiled grinding wheels and
• continuous form grinding with a globoid grinding wheel.
Since the use of discontinuous generating gear grinding with a single-tapered wheel is limited to the very particular branch of grinding with shaving tools for gear shaving, we will dispense with a further presentation of it. The other methods will be more closely examined following a discussion of the performance limits of gear grinding.