
This is a little used procedure in belt processes in comparison to grinding with constant pressure force.
Growing quality demands on components however are leading to wider use of methods with constant depth of cut. For example, it is used for a perfectly measured and fitting manufacture of functional and sealing surfaces.
Further areas of application of this procedure are being opened up by the development of high-performance belts. For example, high material removal rates are possible while still keeping within narrow formal and dimensional tolerances without using geometrically defined cutting edges.
 |
In the case of grinding with constant depth of cut, the preferred methodological variant is longitudinal peripheral surface grinding (Fig. 6-68). The primary variable is not only the depth of cut, but also the workpiece/table speed. The relations between the variables and parameters as well as the output correspond to those of grinding with grinding wheels. The effective material removal rate is approximately constant during the process. This is however only the case when the support pad coating of the contact wheel is sufficiently hard. If it is too soft, it would become deformed under higher forces, the grinding gap would open, lowering the depth of cut and thereby reducing the material removal rate.
 |
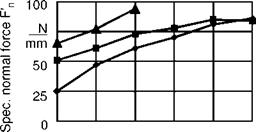
As can be seen in Fig. 6-69, the cutting forces increase with the grinding time. This can be derived from abrasive grain dulling and the resulting friction. With the dulling of the grains however, the effective surface roughness of the abrasive belt also goes down, lowering the workpiece surface roughness.
|
Abrasive belt |
Workpiece material |
Grinding parameters |
|
D-HK 80 X-f8 |
C 45, Rto = 2-5 pm |
vc = 27 m/s |
|
(underlaid) |
Cooling lubricant |
ae= 0.006 mm |
|
Contact wheel |
none |
vw= 334 mm/s |
|
Steel, unprofiled |
|
(Л |
|
Fig. 6-69. The path of various process parameters in belt grinding with constant depth of cut [AHRE74] |
The end of the tool life-time is reached when the cutting forces increase to a disproportional extent due to grain wear or the increased friction creates such high machining temperatures that surface layer damage is caused. Depending on the workpiece material, the belt specifications and the working conditions however, other criteria are also responsible of the end of tool life time. For example, clogging of the abrasive belt with material particles or a complete flattening of the abrasive coating caused by wear can be responsible for excessive friction and thus for extreme workpiece and belt temperatures. Furthermore, individual or groups of grains can break out completely from the bond due to higher forces or the carrier belt be destroyed by excessive mechanical or thermal stress. In the case of some of these effects, which lead to the end of an abrasive belt’s usefulness, the damage is relatively small, such that a conditioning of the tools becomes worthwhile.
High-Performance Belt Grinding
The intensive further development of abrasive belts in the last few years have made possible similarly high removal rates in belt grinding as is the case in turning or milling operations. An additional advantage of belt grinding is the small amount of burr formation [BECK93]. This opens up new areas of applications besides that of finishing, especially in metal grinding, e. g. the machining of level, discontinuous and non-round components. Typical applications for this method are for example sealing surfaces for case and engine parts, camshaft and crankshaft manufacture as well as rollers with a high degree of radial accuracy.
High-performance belt grinding demands for each respective application adjusted grinding machines and tools whilst taking the grinding heat especially into account. Previous investigations into high-performance belt grinding were almost exclusively carried out dry. Due to the temperatures involved, surface damage of up to 1 mm depth can be produced that can not longer be eliminated in the finishing phase. This can be avoided by the use of cooling lubricants. Investigations have shown that besides reducing surface layer damage, surface roughness can be considerably improved [DENN89]. Comparisons between dry and wet high- performance belt grinding resulted however in shorter abrasive belt life time when cooling lubricants were used under otherwise identical conditions. These investigations make it clear that both an optimisation of the process parameters as well as improvements in the tool sector are necessary in order to guarantee the cost effectiveness of belt grinding for machining with cooling lubricants [BUCH90].
Both the outcome and tool wear in high-performance belt grinding are essentially influenced by the depth of cut, workpiece speed and cutting speed. The cutting speed has no influence on the machining rates and the process duration. It influences the grinding forces and process temperatures. The relations between the variables and the parameters as well as the outcome correspond to those of grinding with grinding wheels. An increased cutting speed leads to smaller undeformed chip thicknesses and to a reduction of the number of active cutting edges. Smaller chip thicknesses demand lower forces, and the surface roughness goes down. Fig. 6-70 shows how the grinding normal force changes with various cutting speeds.
Slipping between the abrasive belt and the contact roller as well as abrasive belt expansion are two further parameters which exert an important influence on the process outcome and tool wear. One cause for premature failure of an abrasive belt is the contact roller slipping under the abrasive belt. This slip makes it impossible to reach the real circumferential speed. This causes a reduction of the actual cutting speed, which engenders an excessive load on the individual grains. This effect causes in turn high wear and a shortening of the tool’s service life. This effect is magnified when a cooling lubricant is used, since the lubrication also has a negative effect on friction conditions between the contact roller and the abrasive belt [DENN89]. Further influencing variables will be treated in the following section.
zirconium aluminium oxide
36
polyester carrier
100 Cr 6
vft = 300 mm/s
Q‘w= 90 mm3/mms
vc = 20 m/s □ vc = 40 m/s О vc = 60 m/s