
 |
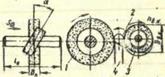
Внутреннее шлифование предназначено для обработки сквозных и глухих, гладких и ступенчатых, цилиндрических и конических отверстий и торцов. Конструктивная схема процесса представлена на рже. З. Внутреннее «лиФованио применяется для обработка ааготовок,
|
? |
овальном ставке:
. . — шлифовальный круг
ивготовлбвных из сырой и закаленной стали, чугуна, цветных металлов и неметаллических материалов. При этом достигается исправление направления оси отверстия (при ее уводе на предыдущих операциях), а также перпендикулярность оси отверстия и торца. Обрабатываемая наготовка устанавливается в патроне или приспособлении, расположенном на шпинделе внутришлифовального станка. Обработка цилияд-
ричеекой чести отверстия заготовки осуществляется периферией круга, а торца — торцом круга,
![]() К основным параметрам процесса внутреннего шлифования относятся: скорость круга, скорость шлифуемого изделия (заготовки), величина продольной подачи и глубина микроревания, а также характеристика круга и состав смазочво-охлаждаадвй жидкости. Так как при влутрекяем шлифовании диаметр отверстия ограничивает дйаыетр круга, последний выбирает равным 0,8-0,9 диаметра для малых отверстий и 0,5-0,8 — для диаметра отверстием Ї50 мм и более. По этой же причине ограничивает и величину скорости круга. При обычном внутренней шлифовании она достигает IQ-3Q м/с, при скоростном — 40-50 м/с. Работа кругами малого диаметра связана с повышенным иеносои их рабочей поверхности и необходимостью частой плавки. Важную роль в этом случав играет разделение цикла на предьмр» тельное и чистовое шлифование. Большинство современных еиутрвцж — фовадьных станков имеют соответствующие устройства,
К основным параметрам процесса внутреннего шлифования относятся: скорость круга, скорость шлифуемого изделия (заготовки), величина продольной подачи и глубина микроревания, а также характеристика круга и состав смазочво-охлаждаадвй жидкости. Так как при влутрекяем шлифовании диаметр отверстия ограничивает дйаыетр круга, последний выбирает равным 0,8-0,9 диаметра для малых отверстий и 0,5-0,8 — для диаметра отверстием Ї50 мм и более. По этой же причине ограничивает и величину скорости круга. При обычном внутренней шлифовании она достигает IQ-3Q м/с, при скоростном — 40-50 м/с. Работа кругами малого диаметра связана с повышенным иеносои их рабочей поверхности и необходимостью частой плавки. Важную роль в этом случав играет разделение цикла на предьмр» тельное и чистовое шлифование. Большинство современных еиутрвцж — фовадьных станков имеют соответствующие устройства,
Величина продольной подачи при предварительном внутреннем шлифовании составляет (0,4-0,8)В, при чистовом — (0,25-Q,4)B. Поперечная подача на двойной ход принимается равной 0,005-0,15 мм.
Современные внутришлифовальные станки позволяют обрабатывать отверстия диаметром от 5 мм, а в некоторых случаях и до I мм. Точность размеров отверстий при внутреннем шлифовании достигает
•Sy — продольная подача, км/об;
V*p* скорость продольного хода стола, мм/мин.
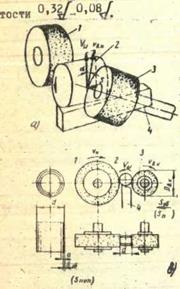
Для осуществления процесса иироко Используются универсальные и специализированные станки. В качестве инструмента применяют круги различного диаметра: плоские, чашечные ■ специальной форин (например, со сферической периферийной частью для елифовявия бе*
говой дорожки наружных колец шариковых подшипников). Для внутреннего шлифования попользуется долее широкий круг» чем для других видов шлифования (рис.4).
Внутреннее шлифование применяется в различных типах производства:
чдиличном, серийном и массовом.^
|
Рис.4. Основные способы внутреннего шлифований |

Бесцентровое наружное шлифование
Бесцентровое наружное шлифование является одним ив видов шлифования» при котором базирующей является сама обрабатываемая поверхность (рис.5).
К основные параметрам бесцентрового шлифования относятся: скорость круга Vf( и скорость изделий Vu. (последняя определяется скоростью вращения ведущего колеса Vl*)t величина продольной подачи
дубина микрооезания t. Важное значение *для ивяультя*ов o«ra—• Сотки имеет характеристика шлифующего круга. Скорость шлифующего круга, как и при круглом шлифование достигает 30-35 м/с, а ведущего — 35-60 м/с. Скорость продольной подачи находится в пределах 400-4000 мм/нин (наиболее часто применяемая5#=ЮОО-2ШО мм/мин). Для сообщения детали вращения и продольной подачи ведущий круг развернут на уголЛ=1-5°. Окружная скорость галифуемой заготовки определяется по формуле
Уч.*У1нСооьЦ4+£) и/мив, где £*0,04-0,07.
Шлифуемая заготовка вращается со скоростью, близкой к скорости вращения ведущего круга.
Величина продольной подачи определяется по формуле
где h — коэффициент осевого проскальзывания, равный 0,9-0,95.
рических поверхностей гладких и ступенчатых, гладких конических, сферических, фасонных (при соответствующей правке рабочей поверх — НббїігтсругбвУ» точность обработки при этом — J2-3-M. класс и выше,
 |
а шероховатость шлифованйо с продольной пода
чей цилиндрической заготовки диаметром до 30 мм можно достичь несколько проходов точности обработки 0,001-0,005 мм мі Горохова-
|
|
 . Рис.5.Схемы наружного бесцентрового шлифо — вавия:
. Рис.5.Схемы наружного бесцентрового шлифо — вавия:
а-общая схема;б—о продольной подачей;в-с поперечной подачей,
Х-шлифовальныЙ круг; 2-детвль;3-ведущиЙ круг;
4-опора
Различают три разновидности бесцентрового наружного шлифования: сквозное, до упора, врезное. При первых двух методах шлифование осуществляется с продольной подачей. Сквозное шлифование применяется для обработки гладких цилиндрических поверхностей ^поршневые и рессорные пальцы, ролики и наружные кольца подшипников качения и др.).- Шлифование до упора применяется для обработки ступенчатых валиков, втулок с буртами и т. п. Врезное бесцентровое шлифование осуществляется с поперечной подачей и применяется для обработк* гладких и ступенчатых цилиндрических и конических поверхностей,
а также фасонных поверхностей вращения с криволинейной образующей.
Дня осуществления процесса применяют бесщентрово-шлиновальные станки различных моделей»
Выбор характеристики щлифумего круга осуществляется так же, как и при круглом шлифовании. Ведущий іфуг чаще изготавливается на бакелитовой связке, в ряде случаев его заменяют металлическим (например, из алюминиевого сплава). Дня повышения производительности и качества обрабатываемой поверхности применяют широкие круги (до 800 мм).
Бесцентровое шлифование применяется в условиях массового и реже серийного производства.
По сравнению со шлифованием в центрах бесцентровое шлифование имеет следующие преимущества: иеныоее вспомогательное время; меньшая величина припуска; более интенсивная обработка вследствие большой устойчивости обрабатываемой заготовки бее снижения при этом точности: более высокая точность и стабильность размеров и формы; бесцентрово-шлифовальные станки хорошо поддаются автоматизации и сравниАльио легко встраиваются в автоматические линии.
Недостатками бесцентрового шлифования являются более сложная наладка, ограниченная номенклатура обрабатываемых изделий, невозможность обеспечения концентричности внутренних и наружных поверхностей. ,