
Стойкость шлифовального круга определяется способностью его режущих кромок противостоять износу и разрушению. Различная обрабатываемость сталей шлифованием сказывается на стойкости шлифовального круга.
Обработанная торцовой фрезой поверхность наплавленной детали имеет огранку, поэтому ее подвергают черновому шлифованию. Исследован износ различных марок шлифовальных кругов (14А16ПСТ26К7, 24А25ПСМ17К2А, 24А32ПСМ16К2,
24А25ПМ37К5, 24А40ПМ35К1, 34А25СМ25К6, 91А32ПСМ16К8, 91А40ПМ38К5, 63С16ПСМ17К1А, 63С25ПМ35К1) при обработке горячего наплавленного металла. Износ абразивного шлифовального круга определяли взвешиванием до и после шлифования детали через каждые 12 мин работы. Состояние рабочей поверхнос-
ти круга проверяли визуально и при двадцатикратном увеличении. Выявлено (рис. 4.36, 4.37), что лучшие результаты по износу и стойкости шлифовального круга, а также шероховатости обработанной поверхности детали показали круги из материала электрокорунд белый, твердостью М3 и зернистостью 40 (24А40ПМ35К1). Основным видом износа кругов является заполнение пор и пространства между зернами стружкой и продуктами износа. Самозатачивание и отсутствие засаливания рабочей поверхности кругов в процессе работы приводит к тому, что износ кругов уменьшается в
1,7.. ![]()

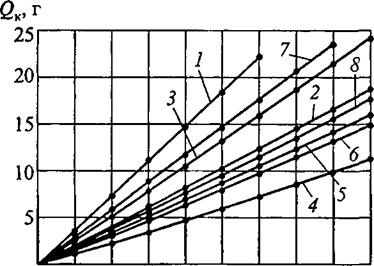 .4,5 раза по сравнению с аналогичными параметрами при шлифовании детали с наплавленным поверхностным слоем в холодном состоянии.
.4,5 раза по сравнению с аналогичными параметрами при шлифовании детали с наплавленным поверхностным слоем в холодном состоянии.
Весовой износ шлифовального круга за единицу времени определяется по формуле
QK=Iq/i, г/мин,
где — весовой износ круга за все время работы, г;
х — время работы шлифовального круга, мин.
Объем снятого металла QM за единицу времени определяется по формуле
где Ум — объем сошлифованного наплавленного металла, см3; у — плотность наплавленного металла, г/см3.
Удельная производительность процесса шлифования наплавленного металла определя-
 ется по формуле qn =Qn/QM,
ется по формуле qn =Qn/QM,
а удельный весовой износ шлифовального круга по формуле
|
|
Эффективность шлифования наплавленного пружинной проволокой второго класса под легированным флюсом металла представлена в табл. 4.3.
Из табл. 4.3 видно, что при шлифовании горячего наплавленного металла по сравнению со шлифованием деталей в холодном состоянии для всех мягких кругов удельная производи-
|
Таблица 4.3 Эффективность шлифования холодного (X) и горячего (Г) наплавленного металла различными шлифовальными кругами
|
тельность шлифования qn увеличивается, а износ кругов по массе уменьшается. При шлифовании вязких металлов (медь, алюминий и др.) потеря режущей способности шлифовального круга происходит не только вследствие затупления, но и из-за забивания промежутков (пор) между зернами круга стружкой и продуктами износа. Шлифование таких металлов производят мягкими кругами. Аналогичные результаты получаются при шлифовании горячего вязкого наплавленного металла, обладающего небольшим пределом прочности. При использовании мягких шлифовальных кругов, в отличие от твердых и среднемягких, процесс шлифования происходит более производительно, круги не засаливаются, повышается их стойкость.