
Комплексно-механизированная технология совмещения обработки резанием (фрезерование, шлифование) с электродуговой наплавкой поверхностей деталей износостойкими металлами высокой твердости показана на рис. 4.34.
Сущность этой технологии состоит в том, что в одной технологической схеме совмещены процессы наплавки детали под слоем флюса, удаления шлаковой корки, чернового фрезерования и последующего шлифования наплавленного металла, находящегося в горячем состоянии. Детали / (рис. 4.34), закрепленной в центрах токарного станка, сообщается вращение. Через флюсопровод 3 в зону горения сварочной дуги подается флюс, а через мундштук 2 наплавочного автомата — наплавочная проволока. При повороте детали
|
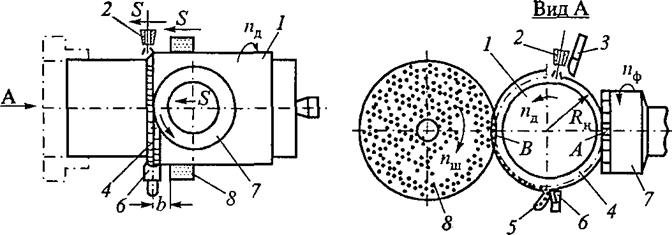
Рис. 4.34. Схема комплексно-механизированной технологии одновременной наплавки, удаления шлаковой корки, фрезерования и шлифования наплавленного металла: 7 — деталь, восстанавливаемая наплавкой; 2 — мундштук наплавочного автомата; 3 — флюсопровод; 4 — наплавленный валик; 5 — шлаковая корка; 6 — резец шлакоудаляющего устройства; 7 — фреза; 8 — шлифовальный круг; точка А — зона фрезерования наплавленного металла; точка В — зона шлифования наплавленного металла; Ъ — расстояние между сварочной дугой и шлифовальным кругом |
на 180° от сварочной дуги шлаковая корка 5 затвердевает и снимается резцом 6 шлакоудаляющего устройства. При дальнейшем вращении детали с частотой п валик наплавленного металла обрабатывается фрезой 7 (торцовой или дисковой). Таким образом, в зону горения сварочной дуги всегда попадает поверхность детали, полностью освобожденная от шлаковой корки, что дает, в свою очередь, возможность без остановки процесса наплавки (для охлаждения поверхности) наплавлять детали значительной длины. При дальнейшем вращении детали ее обработанная фрезой поверхность подвергается обработке шлифовальным кругом 8. В автоматическом режиме наплавочный автомат с мундштуком и флюсопроводом, резец шлакоудаляющего устройства, фреза и шлифовальный круг одновременно перемещаются вдоль оси детали.
Для шлифования наплавленного металла в горячем состоянии рекомендуется использовать среднемягкие (СМ1) или мягкие (М3) шлифовальные круги 24А25ПМ37К5 (ГОСТ 2424-75) и 24А25ПСМ — 17К2А (ГОСТ 5.1920-76) с размерами 250-25-32 и 250-32-32; материал режущих зерен — электрокорунд белый, зернистость — 25, форма — плоские, прямого профиля (ПП), структура — 7 (открытая, с крупными порами), связка — керамическая (К5 и К2).