
Наплавку валиков рессорного подвешивания электровозов ВЛ-60 диаметром 60 мм из стали марки 45 производили пружинной проволокой диаметром 1,8 мм под легирующим флюсом. Режим наплавки: частота вращения детали 3 мин"1; сила тока 180…200 А; напряжение 22…25 В; шаг наплавки 4 мм/об детали; скорость подачи наплавочной проволоки 1,56 м/мин. Твердость наплавленного металла в холодном состоянии HR С 58…62. Термопары в теле детали располагались на глубине 1,4 мм от поверхности.
Обрабатывали наплавленный металл торцовой фрезой диаметром 100 мм с 8 зубьями, оснащенными твердосплавными пятигранными пластинами из твердого сплава марки TI5K6. Режимы фрезерования: скорость резания 220 м/мин; глубина резания 1,0 мм; продольная подача фрезы вдоль образующей детали 4 мм/об детали.
Для определения степени нагрева режущей части фрезы в твердосплавной пятигранной пластине электроискровым методом пробивалось отверстие диаметром 1,5 мм. В отверстие, оканчивающееся на расстоянии 0,5 мм от режущей кромки, закладывалась термопара ТХА. Регистрирующий прибор — осциллограф Н-700.
Температура на поверхности нанесенного металла возрастает и находится в пределах 300.. .1000 °С, а на глубине 1,4 мм от поверхности деталей до ее наплавки — 450. ..1000 °С. При этом температура режущей кромки резца фрезы с повышением температуры детали возрастает до 450…950 °С.
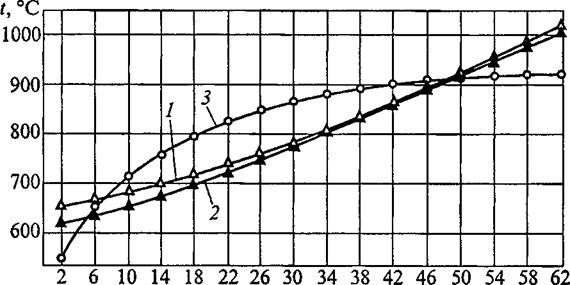
На рис. 4.18 показаны графики распределения температуры наплавленного металла при окончании наплавки детали (наплавочный автомат выключен) и последующей ее обработки фрезой. При этом температура наплавленного металла находится в пределах 650… 1000 °С, а на режущей кромке — 550…920 °С.
Кривая нагрева режущей кромки резца асимптотически приближается к некоторому пределу. Повышение контактной температуры в зоне резания горячего наплавленного металла, по сравнению с резанием холодного металла, незначительно, так как по мере нагрева в наплавленном металле снижается твердрсть, поэтому уменьшаются усилия резания. Анализ литературных источников показал, что для фрезы с твердым сплавом марки ТІ5К6 интервал температур 450…950 °С является благоприятным режимом. С повышением температуры наплавленного металла температуры резца и детали сближаются.
Температура накатного ролика при пластической деформации и обработке горячего наплавленного металла незначительна и находится в пределах 40…80 °С.
Нагрев наплавленного металла в зоне фрезерования и накатки роликом зависит от массы детали и режимов наплавки. В зависимости от диаметра и длины наплавляемого участка детали, време-
|
Рис. 4.18. Распределение температуры после окончания наплавки и последующей обработки наплавленного металла: 1 — на поверхности наплавленного металла; 2 — на глубине 1,4 мм; 3 — на режущей кромке резца |
ни начала упрочняющей обработки (в процессе наплавки или при выключении сварочной дуги) температура наплавленного металла в зоне фрезерования и накатки роликом находится в пределах
300.. .1000 °С.