
Плоское шлифование — один из видов обраб^кн абразивным инструментом’- предназначено для обработки плоских и торцовых поверхностей сплошных и прерывистых, уступов, левов. Обреботка может быть черновой и чистовой. Как и при других видах штп’ї’ове ни ^основой процесса является массовое микрор* эанче-цярипание обрабатываемой поверхности абразивными зернами круга (рис.7).
|
|
Основные параметры плоского шлифования: скорость круга (2550 м/е), скорость перемещения изделия (2-40 м/мин), глубина микрорезания (0,02-0,08 ш: для чернового и 6,005-0,01 uu для чистового). Ври однопроходной (глубинном) шлифовании І может достигать 0,2-0,Зим.
Достигаемая точность обработки составляет 1-3-й класс, шероховатость величина снимаемого припуска для различных
дедов плоского шлифовании представлена в табл.«2.
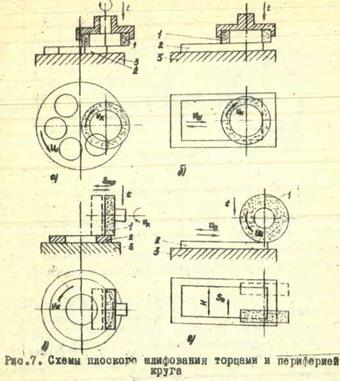
Среди разновидностей плоского шлифования различают шлифование периферией или торцом круга. Обработка может осуществляться на стан — sax с прямоугольным или круглым столом. Точності при шлифовании периферией круга вьЕлО, чем торцом; производительность в последнем случае дыме, чем в первом»
|
шлифований| Припуск* мм |
Класс шероховатости |
‘ ‘ Класс точности |
|
Силовое 3-5 |
За-4 ! |
|
|
Черновое 0,5-1 |
3-4 |
|
|
Чистовое 0,15-0,3 |
1,25^0,3^ |
2-3 |
|
Отделочное 0,05-0,15 |
0,3^0,оу |
1-2 |
На рво.7*а представлен* схема плоского шлифования торцом itpyw га на станка. с круглый столом. Главное двменяе сообщается шлифовальному кругу I. Детали или группе деталей 2,уставовленных на стола 3 сообщается круговая подача со скоростью вращения стола уи, Другу сообщается также осевая подача на глубину врезания £. Съем припуска может осуществляться за один или несколько проходов! При однопроходном (глубинном) шлифовании круг устанавливается на снятие всего припуска. При многопроходном шлифовании после каждого оборота стола круг подается на глубину реэания. Скорость iffe — щания стола при съеме небольших припусков и при многопроходном шлифовании достигает 30 м/мин; при съеме больших припусков и однопроходном шлифовании — 6 м/мин. Основное время прн рассматриваемой схеме шлифования определяется по формуле
где Л — число оборотов стола в мин; .
tJX — количество одновременно обрабатываемых ааготовок (установленных на отоле станка); >
К — коэффициент выхаживания.
Указанная схема шлифования широко используется для обработки торцов колец, втулок, плоских поверхностей ааготовок набольших размеров, весьма удобна для автоматизации и встраивания в автоматические поточные линии. Станки, работающие по этой схеме, могут быть одно — и двухштнде явными.
На рис.7,6 представлена схема тлйфоваяиягторцом круга I заготовок 2, установленных на прямоугольном столе 3, совершающем возвратно-поступательное движение СО скоростью Ко равной при черно» вон шлифовании 4-20 м/мин, а при чистовом — 2-3 и/мин. После каждого двойного хода круга сообщается подача на врезание на глубинуГ
Как в предыдущей, так и в рассматриваемом случае диаметр круга вас колько превышает поперечный равмер шлифуемой поверхности. Для атой схемы основное время шлифования определяется по формуле
где длина хода стола, мм;
Н ~ ширина шлифуемой поверхности, мм;
Ті — боковой сход круга, мм. ‘
Дла условий г когда ширина шлифуемой поверхности превышает да — аметр круга, в формулу оледует ввести величину I, характеризующую соотношение ширины шлифуемой поверхности и диаметра круга, т. а.
_
При шлифовании на станке с круглым столом З (рис.7,в) последний) осуществляв! непрерывную круговую подачу шлифуемого изделия 2 со скоростью И,, а круг совершает воьвратно-постунательное движение вдоль радиуса стбЬ со скоростью Vith врезание яа глубину Ь осуществляется, перед каждым проходом круга. Радиальная подача Sp круга назначается в зависимости от его ширины В и составляет при черновом шлифовании (0,3-0,6)В, а при чистовоы-(Ь,2-0,3)В. Глубина резания при червовых проходах составляет 0,01-0,02 мм, при чистовых — 0,005-0,01 мм. Скорость вращения стола 20-30 м/мин. Основное время определяется ю формуле
При шлифовании на стаи з с прямоугольным столоиД (рмо.7,г) последний сообщает изделию 2 возвратно-поступательное движение со окороотью Vu. За каждый двойной ход круга I сообщается поперечная подача на величину После прохода всей шлифуемой поверхности круга сообщается вертикальное перемещение на глубину t. Основное время определяется по формуле
Одной из разновидностей плоского шлифования является двухсто» роннее шлифование противоположных поверхностей (рис.8). Шлифование
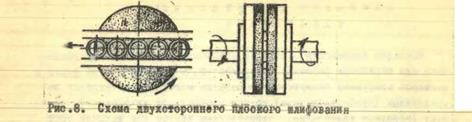
 осуществляется торцами двух кругов диаметром 800-900 мм. Способ имеет высокую производительность. Шакруга соосны и вращаются в одном направлении і Для осуществления указанного процесса изготавливают станки соответствующей конструкция. В других случаях для шлифования плоских поверхностей широко испольвуют универсальные (с прямоугольным и круглій» столом) и специализированные плос- коялвфовзльные станки. Влоскоштфовнльннв отанки изготавливаются одно-, двух — и мйогошпиндвяьные и могут быть ЙСПОЛЬЗОВЭЙЫ для рб — дирочного, чернового и чистого шлифования; Станки могут быть одМо и двухсторонними, с вертикальным и горяаонтальнам (а также наклонным) расположением шпинделя. Для шлифования плоских деталей небольших размеров широко используются магнитные столы Или магнитные плиты. ,
осуществляется торцами двух кругов диаметром 800-900 мм. Способ имеет высокую производительность. Шакруга соосны и вращаются в одном направлении і Для осуществления указанного процесса изготавливают станки соответствующей конструкция. В других случаях для шлифования плоских поверхностей широко испольвуют универсальные (с прямоугольным и круглій» столом) и специализированные плос- коялвфовзльные станки. Влоскоштфовнльннв отанки изготавливаются одно-, двух — и мйогошпиндвяьные и могут быть ЙСПОЛЬЗОВЭЙЫ для рб — дирочного, чернового и чистого шлифования; Станки могут быть одМо и двухсторонними, с вертикальным и горяаонтальнам (а также наклонным) расположением шпинделя. Для шлифования плоских деталей небольших размеров широко используются магнитные столы Или магнитные плиты. ,
Плоское шлифование широко — попользуется в единичном, серийном и массовом производстве. Для единичного и серийного производстве характерно применение универсальных станков с прямоугольным столом. В станкостроении используются специализированные МНОГОШПИИдельные ШГОО-
кошлифовальные станки для обработки направляющих станин. В условиях серийного и массового производства наибольшее применение находят станки о круглым столом, а также двухсторонние станки {последние широко испольвуются в подшипниковой промышленности для обработки торцов колец подшипников (рис.9). •