
1.1. Общая характеристика внутришлифовальных станков
Внутришлифовальные станки применяют для шли — фования цилиндрических, конических, фасонных, глухих и сквозных отверстий, прилегающих к ним плоскостей, наружных цилиндрических поверхностей различных деталей во всех типах производства. Они обладают широкими технологическими возможностями.
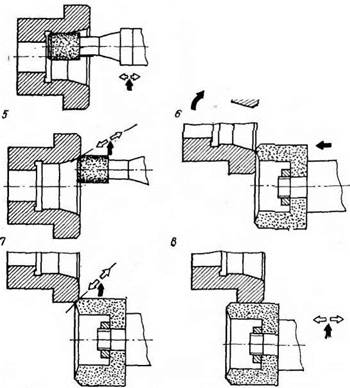
На рис. 1.1. показаны схемы шлифования различных поверхностей деталей на внутришлифовальном станке.
В металлообрабатывающей промышленности используют большое число моделей внутришлифовальных станков, различающихся назначением, степенью автоматизации, точностью, конструктивным исполнением.
По назначению станки подразделяют на универсальные, специализированные и специальные. Универсальные станки предназначены для обработки изделий различных наименований и типоразмеров. Специализированные станки служат для обработки конструктивно и технологически подобных изделий. Специальные станки предназначены для обработки одного изделия. Они поставляются заказчику полностью оснащенными и готовыми к выпуску конкретных деталей с гарантией требуемой производительности и качества изделий.
Модели универсальных и специализированных станков обозначают четырьмя цифрами с добавлением в некоторых случаях букв. Первая цифра указывает на принадлежность станка к определенной группе. Все шлифовальные станки обозначают цифрой 3. Вторая цифра означает тип станка. Так, внутришлифовальные универсальные и специализированные, созданные на базе универсальных, обозначают цифрой 2. Третья и четвертая цифры характеризуют важнейший параметр станка. Буква, стоящая после первой цифры, указывает на принадлежность станка к определенной гамме или на модернизацию базовой модели. Буква,
б
|
Рис. 1.1. Схемы шлифования поверхностей детали на внутришли — фовальном станке: сквозного цилиндрического отверстия (/); внутренней и наружной торцовых плоскостей (2, 6) глухого цилиндрического отверстия (3); конического отверстия (4) фаски отверстия (5); наружной фаски (7); наружной цилиндрической поверхности (3) |
стоящая после четвертой цифры, обозначает класс точности станка или систему управления. Например, модель станка ЗК227В принадлежит к внутришлифо — вальным универсальным станкам гаммы К и точности В с диапазоном обрабатываемых отверстий 20— 100 мм.
Систему числового программного управления станком обозначают буквой Ф с цифрой 1, 2, 3 или 4. Ф1—система управления с цифровой индикацией на табло или экране координат подвижного узла станка. В нее входят устройства для предварительного набора координат обрабатываемого отверстия и для автоматического перемещения шлифовального круга в заданные координаты. Ф2—система позиционного программного управления, позволяющая автоматически перемещать подвижные узлы станка в точки с заданными координатами, т. е. осуществлять их позиционирование. Траектория движения узла возможна лишь прямолинейная, вдоль направляющих. ФЗ —система контурного программного управления, обеспечивающая произвольную траекторию движения инструмента. Она позволяет автоматически выполнять сложную контурную или объемную обработку. Ф4 — комбинированная позиционно-контурная система программного управления. Обозначение специального станка состоит из двух букв, означающих завод-изготовитель, и порядкового номера модели. Например, СШ-111 — станок, выпущенный Саратовским станкостроительным заводом им. 60-летия СССР.
По степени автоматизации станки подразделяют на неавтоматизированные, автоматизированные, полуавтоматы и автоматы. Неавтоматизированными считаются станки с ручным воздействием на органы управления приводами механизмов. Автоматизированный станок также управляется вручную, но у него автоматизированы отдельные элементы рабочего цикла. Полуавтомат оснащен устройством управления и осуществляет однократный автоматический рабочий цикл. Для повторения цикла рабочий должен снять готовую деталь, установить заготовку и запустить станок. Автомат осуществляет многократный автоматический рабочий цикл без участия рабочего. Для автоматической смены обрабатываемых изделий используются накопители приетаночные, автооператоры или промышленные роботы. Вмешательство рабочего при обслуживании автомата бывает необходимо при сни-
женин качества обработки изделий, когда рабочий производит подналадку станка.
Установлено три класса точности внутришлифо — вальных станков: В, А, С. Станки одинаковых моделей, но разных классов точности имеют обычно одинаковую кинематическую схему и унифицированную конструкцию. Различие заключается в точности изготовления станины, стола, бабки изделия, торцового шпинделя и в нормах точности станков в сборе.
Допуски для станков классов А и С по сравнению с классом В меньше соответственно в 1,6 и 2,5 раза.
Конструктивное исполнение внутришлифовального станка определяется кинематической схемой, которая зависит от формы и размеров изделия и обрабатываемого отверстия. Обычно в станках для осуществления процесса шлифования задают четыре движения.
Главное движение резания совершает шлифовальный круг, средняя окружная скорость которого составляет 35 м/с. Чтобы обеспечить эту или близкую по значению окружную скорость шлифовальный шпиндель должен вращаться с высокой частотой. При обработке отверстий небольшого диаметра частота его вращения может превышать 100 000 об/мин.
Скорость резания vK, м/с, определяют по формуле
где Dк — диаметр круга, мм; пк — частота вращения круга, об/мин.
Вращение детали необходимо для перемещения обрабатываемой поверхности относительно шлифовального круга. В станках, предназначенных для шлифования отверстий в громоздких деталях, деталь неподвижна, а круговая подача создается за счет дополнительного так называемого планетарного перемещения оси круга по окружности. Скорость круговой подачи относительно невелика, она меньше скорости круга в 60—100 раз и измеряется в м/мин. Ее значение находят по формуле
где Оизд — диаметр обрабатываемого отверстия изделия, мм; пИЗд — частота вращения изделия, об/мин.
В станках с неподвижным изделием пИЗд — частота планетарного вращения оси круга, об/мин.
Продольная подача шлифовального круга вдоль образующей отверстия создается за счет возвратнопоступательного движения шлифовальной бабки вместе со столом. Обычная скорость стола 1—7 м/мин. Продольную подачу назначают с таким расчетом, чтобы осевое перемещение круга не превышало его ширины за время одного оборота детали. Продольная подача отсутствует при шлифовании коротких, глухих и фасонных отверстий.
Поперечную подачу осуществляют за счет перемещения шлифовальной бабки или бабки изделия перпендикулярно оси обрабатываемого отверстия. При шлифовании по методу продольных ходов подачу производят периодически в конце двойного хода стола и задают в миллиметрах на двойной ход. При шлифовании по методу врезания поперечное движение совершается непрерывно. В этом случае скорость подачи задают в миллиметрах в минуту. Метод шлифования продольными ходами с периодической подачей обеспечивает большую точность по сравнению с методом шлифования врезанием. Он реализован в универсальных станках. Метод шлифования врезанием как обеспечивающий более высокую производительность реализован во многих автоматах и полуавтоматах специального назначения. Разновидностью этого метода является шлифование врезанием с осцилляцией шлифовального круга, когда ему задают частые возвратно-поступательные осевые движения в пределах 2—10 мм. Это улучшает точность формы шлифуемого отверстия. В продольном сечении отверстие получается с прямолинейной образующей, даже при неправильном профиле круга.
Для внутришлифовальных станков характерна горизонтальная компоновка, т. е. горизонтальное расположение шлифовального шпинделя и шпинделя изделия. Шпиндель изделия оснащают планшайбой (или патроном), предназначенной для базирования детали по одной из двух схем. По первой схеме добиваются центрирования детали за счет соосного расположения обрабатываемого отверстия и шпинделя изделия. Эта схема реализована в универсальных станках. Вторую схему применяют при обработке деталей типа колец на специализированных станках. Вращающаяся деталь в процессе обработки прижимается шлифовальным кругом к жестким опорам наружной поверхностью, что обеспечивает одинаковую толщину стенок кольца.
Вертикальную компоновку имеют карусельно — и координатно-шлифовальные станки. В карусельношлифовальных станках, предназначенных для шлифования отверстий, прилегающих к ним торцов и концентричных наружных поверхностей вращения крупногабаритных деталей, шпиндели расположены вертикально. Детали устанавливаются на круглом вращающемся столе. Выпускают станки со столом диаметром 1000 мм (модели 3762, ЗН762, ЗН762Ф1), 1600 мм (3H763, ЗН763Ф1) и 2500 мм (ЗН764, ЗН764Ф1). Наибольшая высота обрабатываемой детали 400—1800 мм. Наибольшая частота вращения стола не превышает 20—60 об/мин, наименьшая составляет 2—6 об/мин.
Координатно-шлифовальные станки имеют прямоугольный стол крестовой конструкции. Деталь, закрепленная на столе, неподвижна в процессе шлифования. Все необходимые движения совершаются шпинделем и шлифовальной бабкой. Точные перемещения стола после окончания цикла шлифования позволяют обрабатывать несколько отверстий одной детали, связанных точными координатами. На этих станках можно шлифовать отверстия некруглой формы. Это достигается перемещением стола в процессе обработки по двум направлениям.
Расширенными технологическими возможностями обладают двухшпиндельные станки. Второй шпиндель обычно предназначен для шлифования наружного торца детали. Он может располагаться параллельно или перпендикулярно внутришлифовальному шпинделю. В первом случае шлифование ведется торцом круга, во втором — периферией.
Для обработки ступенчатых отверстий применяют станки с двумя внутришлифовальными шпинделями. На двусторонних станках одновременно шлифуют отверстия, расположенные на концах детали, например в зубчатых блоках. В полуавтомате СШ-102 применены два параллельных шпинделя для последовательного шлифования беговых дорожек (цилиндрических и сферической) шарошек буровых долот. Бабка изделия перемещается в поперечном направлении в позицию первого или второго шпинделя.
Детали с большим числом обрабатываемых поверхностей наиболее эффективно шлифовать на станке с четырехшпиндельной поворотной шлифовальной бабкой, выполненной по типу револьверной. На рис. 1.2,а показана наладка такой бабки на обработку детали,
Ю
в которой необходимо шлифовать цилиндрические и конические отверстия, внутренний и наружный торцы и цилиндрический наружный участок. Три шпинделя оснащены кругами формы ПП различных размеров, а четвертый — чашечным кругом. При необходимости одно из гнезд бабки может быть занято головкой измерительного прибора для контроля точности прошлифованных отверстий (рис. 1.2,6).
|

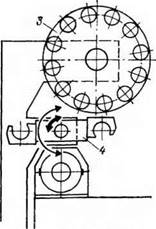
Расширение технологических возможностей и повышение производительности одношпиндельных станков возможно за счет оснащения их инструментальными магазинами. На рис. 1.3 приведена схема автоматической замены инструмента в шлифовальном шпинделе. Двуплечий автооператор 4 по команде от устройства ЧПУ извлекает из шпинделя / оправку 2 с отработавшим кругом и помещает ее в пустое гнездо инструментального магазина 3. Вторым плечом автооператор захватывает оправку с новым кругом, извлекает ее из магазина и устанавливает в шпиндель. Хвостовик оправки снабжен замком для закрепления в гнезде шпинделя с помощью тяги, проходящей через центральное отверстие шпинделя. Автоматическая замена инструмента эффективна и при обработке гладких отверстий в больших партиях деталей. В этом случае магазин заполняют оправками с одинаковыми кругами. Эффекта достигают сокращением времени технического обслуживания станка, так как весь цикл замены инструмента длится всего 6 с.
Все вновь создаваемые модели универсальных и многих специализированных внутришлифовальных
 |
 |
станков оснащают устройствами ЧПУ. Это повышает производительность и качество обработки, улучшает условия труда.