
Метод предназначен для обработки отверстий и заготовок j гамет — ром до 200 мм со сквозными Щ глухими отверстиями, цилиндрическими и коническими. Шлифованию могут также подвергаться заготовки, имеющие на наружной поверхности уступы и буртики. —
Схема процесса представлена на рис.6. Обрабатываемая заготовка I базируется по наружной поверхности к торцу и опирается на ведущий стальной диск 2 и опорный стальной ролик 3; нажимной ролик 4 имеет возможность поворачиваться относительно оси, прижимая шлифуемую заготовку в период обработки. Заготовка торцом прижимается к кольцевому упору осевой силой, возникающей вследствие поворота ведущего диска в веотикальной плоскости примерно на полградуса. Вращение передается заготовке от ведущего ролика, а нажимной и опорный ролики свободно вращаются на своих пальцах.
|
Рис.6. Схема бесцентрового шлифования отверстий |
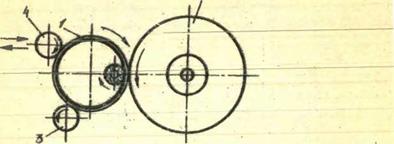
При этой схеме шлифования погрешности формы наружной поверхности (овальность, волнистость и гранность) копируются на внутреннюю поверхность. Поэтому до шлифования отверстия необходимо обеспечить максимальное снижение погрешностей наружной поверхности и перпендикулярность ее торцу. .
Основные параметры и структура рабочего цикла бесцентрового внутреннего шлифования те же, что: и для обычного внутреннего Ї — фованпя. Достигаемая точность обработки — l-2-йікласс, а точность на концентричность и параллельность осей внутренней, я наружной поверхности — в пределах 0,003 мм. Конусность, овальность я ревностей несть могут изменяться в пределах 0,002 мм.
Для осуществления процесса изготавливаются специализированны* станки. Они легко встраиваются в автоматические линии. 8а счет сокращения времени на установку, выварку и закрепление шлифуемых заготовок производительность увеличивается на 20-30%.
Наибольшее применение бесцентровое внутреннее шлифование находит в условиях массового и реже серийного производства (например, для шлифования колец подшипников качения).