
1.1. ШЛИФОВАЛЬНЫЙ КРУГ
Строение шлифовального круга. Шлифовальный круг 6 (рис. 1.1) состоит из абразивных зерен 3, связки 4, скрепляющей эти зерна в круге, и пор 2, образующихся между зернами и связкой.
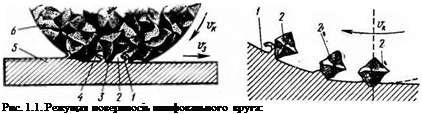 |
В отличие от металлического лезвийного инструмента абразивный инструмент не имеет сплошной режущей кромки, а многочисленные абразивные зерна, расположенные на периферии шлифовального круга выступают своими острыми режущими кромками и образуют режущую поверхность круга. Поры в круге необходимы для рас
Рис. 1.2. Схема стружкообра — зовання:
![]() J — заготовка, 2 — абразивное зерно
J — заготовка, 2 — абразивное зерно
крытия режущих кромок, приема срезаемой стружки / и нагнетания воздушной струи, охлаждающей обрабатываемую поверхность заготовки 5.
Работа шлифовального круга. В процессе шлифования режущее абразивное зерно внедряется в обрабатываемый материал и срезает стружку. Схема последовательного стружкообразования при шлифовании показана на рис. 1.2.
Абразивные зерна шлифовального круга для проникновения в обрабатываемый материал должны по своей твердости превышать твердость обрабатываемого тела. Но только по твердости нельзя судить о пригодности абразивного зерна для целей шлифования. Важна также форма поверхности зерна: гладкая или шероховатая, с острыми или тупыми углами. Также важно строение зерна: слоистое или кристаллическое.
Значительно легче проникает зерно с острыми кромками. Шероховатое зерно оказывает большее сопротивление срезанию стружки.
Абразивное зерно как и всякое кристаллическое тело, в большей или меньшей степени обладает свойством’спайности, т. е. способио-
стью расщепляться по плоскостям под действием напряжений, возникающих при внедрении зерна в металл и стружкообразовании. При расщеплении выкрашиваются мельчайшие частицы кристалла и возникают новые острые кромки зерна. При больших нагрузках чрезмерно выкрашиваются зерна и это приводит к быстрому износу круга. Поэтому зерно должно обладать определенной вязкостью, чтобы сопротивляться действию ударов и сил трения. Наконец, зерно должно обладать высокой теплостойкостью, чтобы сохранять свои свойства при высоких температурах в зоне шлифования. Универсального шлифовального материала, обладающего всеми указанны-
|
Рис. 1.3. Характер износа, затупления и самозатачивания режущей поверхности круга |
ми свойствами, нет, поэтому для различных условий шлифования нужно применять разные марки шлифматериалов, отвечающих следующим требованиям: абразивные зерна должны быть значительно тверже обрабатываемого материала, обладать прочностью, чтобы выдерживать удары при каждом врезании, и быть достаточно хрупкими, чтобы скалываться и образовывать новые режущие кромки. Размер пор между зернами должен обеспечивать размещение в них срезаемой стружки (см. рис. 1.1, ни один шлифовальный круг не может срезать стружку, превышающую по объему его поры).
Важной особенностью шлифовального круга является его способность самозатачиваться в процессе шлифования.
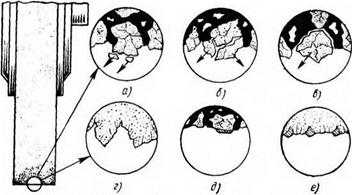
Сущность самозатачивания круга. В процессе шлифования острые абразивные зерна затупляются, возрастающее сопротивление резанию вызывает частичное разрушение и скалывание частиц зерна с образованием новых острых режущих кромок (рис. 1.3, а, 6) и выкрашивание из связки менее прочно закрепленных зерен (рис. 1.3, в). Благодаря этому автоматически поддерживаются режущие свойства — самозатачивание круга (рис. 1.3, г). Чтобы вызвать самозатачивание, связка должна удерживать зерна на поверхности круга до
их затупления, скорость же затупления зависит от выполняемой кругом работы и качества режущих зерен.
В этом случае связка должна обладать свойством определять срок службы находящихся в ней абразивных зерен.
В тех случаях, когда связка продолжает удерживать затупившиеся зерна, на них образуются площадки износа (рис. 1.3, д), стружка заполняет поры (рис. 1.3, е), круг «засаливается» и теряет режущие свойства. Чтобы восстановить работоспособность круга, необходимо принудительно срезать затупившиеся зерна путем правки круга.
Рис. 1.4. Маркировка шлифовального круга:
/ — класс точности. 2 — вид шлифовального материала, 3 — номер зернистости, 4 — индекс зернистости. 5 — марка завода-изготовителя. 6 — степень твердости, 7 — номер структуры, 8 вид связки. 9 — класс неуравновешенности, 10 — диаметр посадочного отверстия, 11 — высота, 12 — допустимая окружная скорость. 13 — наружный диаметр, 14 — форма
Маркировка шлифовального круга. По маркировке шлифовального круга определяют характеристику, размеры, тип, классы точности и неуравновешенности, а также завод-изготовитель инструмента.
Система маркировки шлифовального круга показана в табл. 1.1.
Каждый шлифовальный круг маркируется на торцевой стороне. Пример маркировки шлифовального круга показан на рис. 1.4.
Учебно-производственное задание по теме
«Шлифовальный круг и его маркировка»
1.Нарисуйте строение шлифовального круга и объясните назначение абразивного зерна, пор и связки.
2. Нарисуйте схему врезания абразивного зерна в обрабатываемое тело, схему стружкообразован и я и последовательность срезания стружки в процессе шлифования.
3. Объясните сущность самозатачивания шлифовального круга и роль в самозатачивании свойств абразивного зерна и связки.
4. Ознакомьтесь с системой маркировки и назначением каждого параметра характеристики круга, с построением и правилами пользования таблицей маркировки кругов.
5. По маркировке на шлифовальном круге расшифруйте по табл. 1.1 характеристику этого круга. В помощь учащемуся в верхней ча-
|
Л Л. Маркировка шлифовального кр^га |
сти таблицы дан пример маркировки и стрелками указаны параметры характеристики, соответствующие данной маркировке.
Примечание. Алмазные и эльборовые круги имеют ограниченное применение, поэтому в таблице маркировки не приведены. Эти данные имеются в справочной литературе.
6. Выполните упражнения по расшифровке характеристики шлифовального круга. Подберите два круга с разной маркировкой его характеристики. Внимательно осмотрите круг, найдите и запишите его маркировку и сравните с маркировкой, приведенной на рис. 1.4.
По маркировке на круге, пользуясь табл. 1.1, определите и выпишите его характеристику.