
В его основе лежит увеличение минутной подачи (поперечной или продольной) на один оборот круга.
Оно эффективно на обдирке литья, поковок, операциях абразивной отрезки, обработке плоскостей на корпусных отливках. Часто силовое шлифование сопровождается повышением скорости круга до 50-80м/с.
Силовое шлифование отличается от обычного тем, что твердый шлифовальный круг работает в режиме постоянного самозатачивания, обеспечиваемого поджимом круга к обрабатываемой детали с постоянной или изменяющейся по определенному закону нагрузкой.
Диапазон нагрузок определяется твердостью круга и находится в пределах 7000-12000 Н. Это позволяет обеспечить съем металла по стали до 200, а по чугуну до 400 кг/час.
 |
Схемы силового шлифования приведены на рисунке 14.3, а схемы крепления обдирочных кругов на стальных дисках на рисунке 14.4.
|
Таблица 14.2 — Показатели скоростного шлифования
|
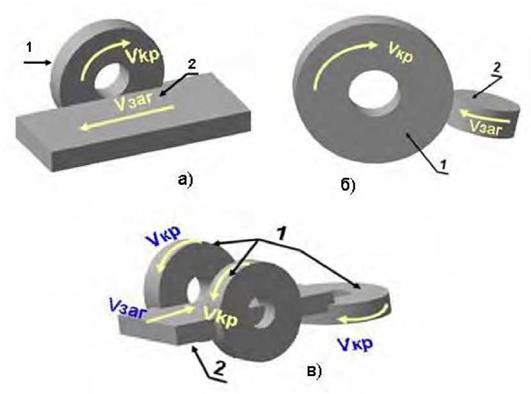
а) торцем и б) периферией круга с одной стороны; в) торцем круга
с трех сторон: 1- шлифовальный круг; 2 — заготовка
Рисунок 14.3 — Схемы силового шлифования заготовок
|
а) б) |
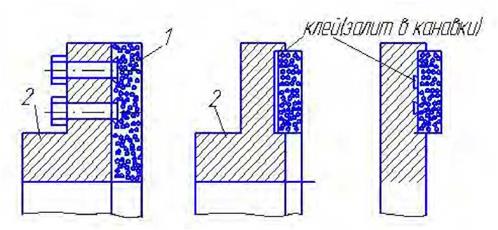
а) механическое (винтами); б) клеевое
1- круг; 2 — стальной диск
Рисунок 14.4 — Схемы крепления обдирочных кругов