
Глубинное шлифование
Глубинное шлифование в большинстве случаев более производительно, чем обработка лезвийным инструментом, особенно при изготовлении деталей из жаропрочных и титановых сплавов, коррозионностойких, высоколегированных и инструментальных сталей и сплавов. Глубинное шлифование предусматривает применение больших глубин резания и медленной («ползучей») подачи. При этом резко уменьшается влияние колебаний припуска на результаты обработки.
Применение: вышлифовка по целому канавок, пазов и т. п. со съёмом
1 _ _ тт мм
припуска за 1 рабочий ход до t = 5 мм и Vd ^ 20——— .
мин
Глубинное шлифование следует отличать от обдирочного или силового характеризующимися высокими скоростями съема материала (критерий Пекле Pe > 1). Этот критерий характеризует относительную скорость съема металла и определяется по формуле:
 |
Охлаждение: 1,5%-й содовый раствор.
2
Шлифование твёрдых сплавов, кругами на основе полиамидных смол (ИМ-1) с глубиной t =0.5х10-3 м/ход.
![]() с использованием алмазов АС6, АС15 на связках М2-
с использованием алмазов АС6, АС15 на связках М2-
01, М5-04, М2-09.
|
Параметр процесса |
Шлифование |
|
|
Многопроходное |
Глубинное |
|
|
S ПР°Д, м/мин |
2.00 |
0.003 |
|
Глубина t, мм |
0.004 |
0.4-0.6 |
|
Расход алмазов, мг/г |
23.0 |
7.7 |
|
Произв. шлифов. мм3/мин |
110 |
230 |
|
Эффективность процесса иллюстрируют данные, приведенные в таблице 14.1. Таблица 14.1 — Параметры процесса плоского и глубиггого шлифования |
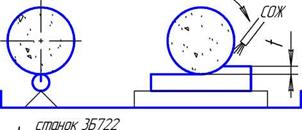
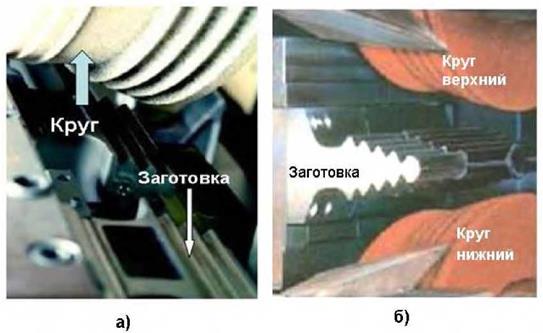
Возможные технологические схемы глубинного шлифования показаны на рисунке 14.1. Станки для реализации таких операций могут иметь один шпиндель (например, станок модели 3Б722) или два, как у станка модели SS-0,13 фирмы EbB-S^iff (ФРГ). На станках первого типа осуществляют одностороннее шлифование, второго — обработка ведётся одновременно с двух сторон. Фото рабочих зон станков представлены на рисунке 14.2.
Скоростное и высокоскоростное шлифование
Производительность шлифования может быть повышена путем увеличения скорости вращения круга при соответствующем увеличении подач детали. Различают скоростное (до 60м/с) и высокоскоростное (от 60 м/с до 120 м/с). В практике преимущества скоростного реализуют 3 способами:
1 VKp увеличивают и пропорционально увеличивают Vd, т. е.
При этом Vnp0d остается постоянной, но в целом увеличивается минутная подача Sмин. За счет этого растет производительность.
2 VKp увеличивается, Vd = const, Vnpod = const, a=Vp увеличивается.
Производительность не возрастает, но повышается качество шлифованной поверхности и стойкость круга;
3 VKP увеличивается и пропорционально увеличивается Vd, т. е. a = const
кр у
и Sм = const т. е. минутная подача остается постоянной. При этом снижается
подача на оборот заготовки улучшается шероховатость, повышается стойкость инструмента.
|
 |
в/
Уст ={0,6 *2,66)• 10-5 с
а) одностороннее; б) двухстороннее
Рисунок 14.1- Схемы глубинного шлифования
а) одностороннее; б) двухстороннее
Рисунок 14.2 — Рабочие зоны станков для глубинного шлифования
Каждый из этих способов характеризуется следующими выходными показателями.
Толщина среза az при способе 1 остается постоянной, а при способе 2 и 3 она снижается пропорционально росту VKp в степенях 0,25 и 0,5 соответственно, т. е.
C
a =—————
z V0,25(0,5)
кр
Силы резания Py и Pz растут при способе 1 и снижаются при способах
2 и 3.
Контактная температура растет наиболее интенсивно при способе 1 и наименее — при способе 3.
Интенсивность износа круга растет при способе 1, падает при 2 и не изменяется при 3.
Шероховатость снижается наиболее существенно при 3, незначительно при втором и const при 1.
Качество поверхностного слоя не ухудшается при способе 3, мало меняется при 1 и значительно ухудшается при 2 уже при VKp > 60 м / с, тогда как для
при способах 1 и 3 заметного снижения качества поверхностного слоя не отмечается даже при VKp = 80 -100 м / с. Хотя увеличение скорости шлифования и
обеспечивает повышение производительности и качества обработки, но необходимо иметь ввиду, что при этом увеличиваются и затраты на более совершенное оборудование (скоростные шлифовальные круги и станки, мощные установки для подвода, очистки и охлаждении СОЖ), технику безопасности. Поэтому экономическая целесообразность промышленного применения скоростного шлифования должна оцениваться всесторонне.
К недостаткам скоростного шлифования также следует отнести существенно более высокую удельную мощность шлифования, увеличенный расход СОЖ (таблица 14.2), повышенные требования к прочности и балансировке кругов.