Обеспечение прерывистости процесса шлифования является важным направлением повышения работоспособности АИ и улучшения качества обработанной поверхности. Особенно при работе кругами из СТМ (алмаз, КНБ), пористость которых очень невелика.
Стружка при работе низкопористыми кругами не может разместиться в межзерновом пространстве, налипает на поверхность связки и зерен и круг засаливается. В результате растет сила отжатия круга от детали, интенсивность трения возрастает — возрастает и тепловыделение и, как следствие, растет температура шлифования. Т. к. обычное шлифование — процесс непрерывный, то непрерывно и тепловыделение. Отсюда рост температуры в зоне шлифования и в детали, появление прижогов.
Температуру шлифования в ряде случаев можно существенно снизить, если обеспечить перерывы в подводе тепла, и тем самым, использовать преимущества нестационарного режима.
Кроме того, прерывистость процесса создает дополнительные возможности удаления шлама и стружки и уменьшения засаливания круга.
Практическое применение нашли следующие способы обеспечения прерывистости:
1 За счет выполнения пазов и отверстий на рабочей поверхности круга (рисунок 13.15).
|
|
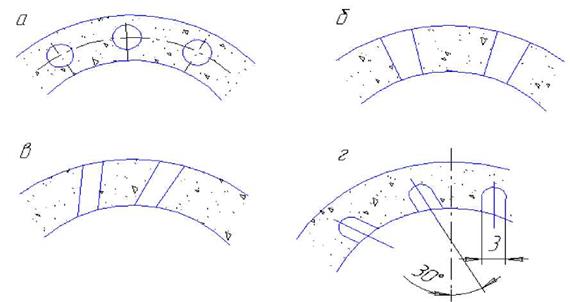
а) с радиальными отверстиями; б) с наклонными открытыми отверстиями;
в) с закрытыми отверстиями; г) с пазами Рисунок 13.15 — Рабочие части кругов
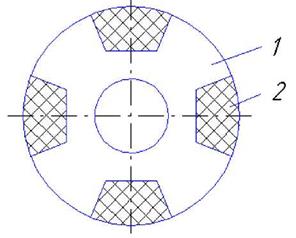
На рисунке 13.16 представлена конструкция абразивного круга 1 со вставками 2 (смесь графита ГЛ1 и фенолформальдегидной смолы СФ-342, спрессованную при давлении P=150 Мпа), сочетающего в себе прерывистость и смазку.
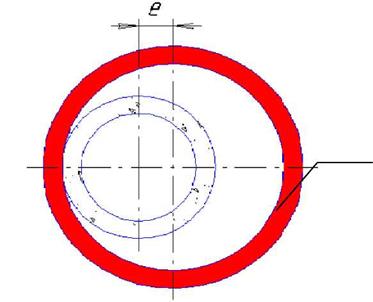
2 Круги с алмазоносным слоем, расположенным эксцентрично к оси вращения инструмента (рисунок 13.17).
Температура уменьшается в 2 раза.
|
Рисунок 13.16 — Абразивный круг (1) со вставками (2) из твердой смолы |
|
Для электролитического шлифования такой круг снабжен двумя серповидными токопроводящими секторами, образующими вместе с алмазоносным слоем концентричную, относительно оси вращения круга, рабочую поверхность.
Эксцентричность получают из обычных кругов установкой в посадочное отверстие эксцентричного разрезного кольца. Его поворотом и задают необходимый эксцентриситет «е». Величина «е» выбирается в зависимости от ширины шлифования. Иногда используют эксцентричную оправку.
При работе такими кругами улучшается подвод СОЖ в зону резания и вентиляция. Все это благоприятно влияет на условия шлифования (уменьшается температура).
3
 |
Круги с алмазным слоем в виде архимедовой спирали полностью заглубленным в корпус круга (рисунок 13.18) используют для электролитического шлифования.
4 Многониточные круги для шлифования резьбы на твердом сплаве. Рекомендовано следующее распределение площадей профиля резьбы по плиткам: S1=S2=S3=S4 (рисунок 13.19).
5
 |
Сборные круги алмазные для плоского шлифования на металлической связке М016 диаметром 450; 660; 750; 900 мм, содержат по 3, 5, 6 или 8 алмазосодержащих секторов, которые с помощью винтов крепятся к корпусу (рисунок 13.20).
1 — сегмент с алмазоносным слоем; 2 — корпус; 3 — винт Рисунок 13.20 — Круг алмазный сборный
Применение сборных кругов весьма эффективно. Пример: шлифование одновременно двух торцев поршневых колец на станке модели 3317 кругом АЛШ 750х350х2 — АС6 100/80 — М016 — 100% (VKp = 8 -18 м/с), скорость подачи колец 10 м/мин; охлаждение — смесь керосина и масла индустриального 30/50.
6 Круги с программированным расположением зерен (на гальванической металлической связке).
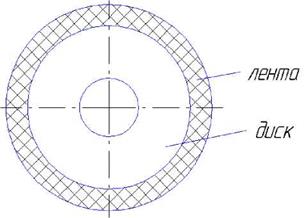
7 Круги АЛШЕ на жесткой основе (рисунок 13.21) — круги с алмазоносным слоем из ленты АЛШЕ могут быть крупногабаритными (до 1 м). Используются для точного шлифования и полирования. ИСМ АНУССР разработал технологию по изготовлению (клей К153). Они имеют прерывистую поверхность.
Связка ленты: Р33 — высокоэластичная; Р — 35 — полуэбонитовая и Р51 — эбонитовая каучуковая.
|
Рисунок 13.21 — Круг АЛШЕ |