
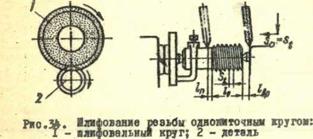
Шляцешлифование предназначено Для окончаюльной обработка поверхностей шлицев преимущественно после термической 0бРЗ«РТКИ Существует ряд схем шлифования шлицевv(pic.33). Наиболее производя тельной является схема, представленная на рис.33,е. Однако прй чекой схеме требуется частая правка круга вследствие его верщ t ^>
Рис «Зі» Способи шлифования шлицев валові а — фасонным кругом; б — а Две операции: одним и двумя пругами; в — тремя кругами
ного износа. По схеме, показанной на рис.33,б, шлифование осуществляется в две операции: & первой шлифуют только владика (по внутреннему диаметру), а во второй — доковые стороны шлицев. После шлифования одной впадины вал автоматически поворачивается и цикл повторяется для другой впадины. Третья схема (см. рис.33,в) объединяет обе операции, и обработка осуществляется тремя кругами одновременно: один шлифует впадину, два других — боковые поверхности шлицев.
Режим шлифования аналогичен режиму плоского шлифования с прямоугольным столом. Припуск на шлифование оставляют 0,15-0,2 мм на сторону.
Основное время при шлифовании шлицев определяется по формуле
Для осуществления процесса применяются специализированные шлицев лифова л ьные станки с горизонтальным расположением оси вращения крука и возвратно-поступательным движением стола. В качестве инструментов применяются плоские круги со специальной правкой.
Шлицелифование вироко применяется в условиях массового и серийного производства для окончательной обработки деталей, имеющих шлицы; валы «лицевые, вал-вестерня и т. п.
Реэъбошлнфовйнйв предназначено для окончательно# обработка реаьб преимущественно закаленных деталей. Как я пря нубовлифоня — нии, рабочая часть юлифовального круга I (рис.34) требует специальной правки, а кинематическая схема ставка предусматривает строго согласованное вращение обрабатываемого изделия 2 и осевого пе — ремецения его относительно круга. Основные параметры процесса: скорость йлифовальяого круга {Ці-30-35 м/с), число оборотов детали в минуту, глубина врезания (0,04-0,1 мм). Технологические воэыожноо — *» пАзьбомлифрваиия огряничивбются фооыой обраб»пп»**“ой поверхности — резьбой различного профиля. Достигаемая точность — 1-1 класс (отклонения по среднему диаметру при гдифоваяик однониточным кругом +0,03 мм, по магу +(0,002-0,003) ми; при обработке многонм — точным кругом отклонения еоотвя^^каннп* +0,015 и •’5.005-0,008) ни
|
|
Шероховатость обработанной поверхности : &£/ ~Ф&Гч Припуск иа ревьбовлйфование в зависимости от иага и диаметра резьбы составляет 0,15-0,35 мм на диаметр. Процесс ревьбаялифования осудвстшш — ется с применением смазочно-охлаждащей хидкоотя. Абразивные круги чаще воего применят — на керамической связке дернистостью 4-5 и твердостью СІ или СМ2. Реэьболлкфоваяие может выполняться одно — ~я многониточным кругом. ’їлифовавгв производится при продольном перемещении изделия. Многониточные круги применяют преимуиеогненно при обработке коротких резьб. Мирина круга должна превыяать длину шлифуемой резьбы на 2-4 вага. На рабочей поверхности круга обряжу — ется кольцевая ревьба соответствующего иага. Шлифование проижво — дится по методу вревания при продольном перемещении детали на 2-4 вага за 2-4 оборота.
Цря шлифовании рааьбу, длина которой превышает ширину многониточного круга, заготовке сообщается продольное перемещение относительно последнего. Одной из разновидностей резъбошлифоаания является бесцентровое резьбошлифование, применяемое главным образом в условиях массового производства для обработки наружных ревьб многониточными кругами, имеющими конусную заборную часть. Обрабатываемая заготовка опирается на нож, точно установленный под углом подъема винтовой линий резьбы. Ось Ведущего-круга на клон ап а в верти кал ьяоРГ плоокости в ту же сторону, что и нож, на угох*вдвое больший, благодаря чему заготовке, помимо вращения, сообщается осевая подача на величину шага аа один оборот. При шлифований заготовок чг бурш — ком или головкой образование резьбы осуществляется за 1,2-1,5 ее оборота. При шлифовании этим методом доотигвется точность 1-го
класса. _______
Основное время при резьбошлифовонни однониточным и мяогоннточ — дым кругом определяете^ соответственно по формулам:
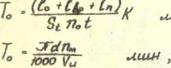 |
где St UMI
5^ — шаг резьбы, имі
Vu — скорость вращения заготовки, м/мин.
Резьбошлифование применяется главным образом для обработки точных резьб на закаленных деталях (метчики, резьбовые калибры, резьбовые фрезы, плашки и ролики для накатывания реэвбы и др. Резьба о мелким шагом (до 1,5 мм) образуется непосредственно на гладкой заготовке бе8 предварительной прореаки лезвийным инструментом. Болев крупные резьбы предварительно нарезаются. Реэьбоитифоваиив производится на реэьбошзшфовальных станкахj наибольшее применение находит в условиях серийного и реже массового и единичного производства.