
ПЭС АИ по физическим принципам и по техническим способам реализации весьма разнообразны.
Режущие свойства АИ определяются исходными материалами его компонентов, технологией изготовления и условиями эксплуатации.
Существование АИ связано с четырьмя стадиями:
■ подготовка исходных компонентов (зерна и связки);
■ изготовление (формовка, термообработка, мехобработка изделия);
■ подготовка к эксплуатации (ПЭС готовых АИ, балансировка, правка);
■ эксплуатация.
Каждая из этих четырех стадий характеризуется своими методами ПЭС.
На первой стадии используются методы:
а) модификации абразивных зерен (легирование, овализация, покрытие, обработка различными адгезионно-активными веществами и т. п., термообработка, совершенствование методов их получения).
б) совершенствования связующих за счет, в основном, введения различных наполнителей.
На второй стадии:
а) при формовке стремятся при помощи различных конструкторских решений обеспечить равномерное распределение зерен и связки;
б) при термообработке (спекание и обжиг) — поиск и обеспечение оптимальных составов сред (окислительной, восстановительной, инертной), давлений и температур;
в) при механической обработке придается необходимая форма и точность АИ. Это, как правило, обычное точение. Усовершенствования здесь традици — онны для процессов резания.
Все эти методы специфичны для абразивного производства и проводятся в условиях абразивных заводов.
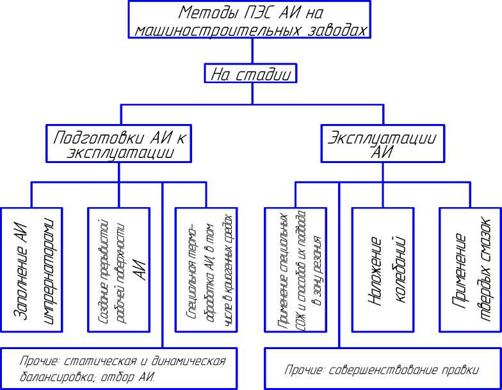
Существует и другая группа ПЭС, которая может быть использована на стадии подготовки АИ к эксплуатации в условиях машиностроительных заводов. Эти методы можно классифицировать следующим способом (см. схему на рисунке 13.13).
|
Рисунок 13.13 — Классификация методов повышения эксплуатационных свойств абразивных инструментов (ПЭС АИ) на машиностроительных заводах |
Импрегнирование (пропитка) кругов. Суть метода состоит в том, что перед эксплуатацией круга его поры заполняют специальным технологическим веществом — импрегнатором (рисунок 13.14). Благодаря этой операции улучшают работоспособность АИ за счет проявления во время шлифования физикохимических свойств импрегнаторов (смазывающие, теплофизические и т. п.).
Эффективность этой операции зависит от условий эксплуатации круга.
После пропитки:
■ прочность кругов возрастает до 6-50%;
■ твердость увеличивается на 1-2 степени;
■ модуль упругости повышается на 30-50%;
■ демпфирующая способность увеличивается до 10 раз; теплопроводность — до 2 раз;
■ коэффициент трения уменьшается в 1,2—1,5 раз;
В ходе шлифования возрастает стойкость АИ; засаливание уменьшается; шероховатость обработанной поверхности снижается.
В таблице 13.4 перечислены некоторые из наиболее распространенных веществ, используемых в качестве импрегнаторов, их составы и свойства.
 |
Импрегиатрры
|
Таблица 13.4 — Импрегнаторы, их состав и свойства
Ниже приведены рекомендации и пример применения. |