Правка алмазных кругов, особенно на металлических связках, представляет значительные трудности. По виду используемой энергии методы классифицируют на механические, электрохимические, электроэрозионные.
Механическая правка (рисунок 3.10) обеспечивает высокую точность и производительность по сравнению с другими видами. Применяют следующие виды механической правки:
1) монокристаллическим, поликристаллическим или импрегнированным алмазным инструментом;
2) шлифованием абразивными кругами;
3) абразивными брусками;
4) роликами высокой твердости;
5) путем шлифования мягкой стали.
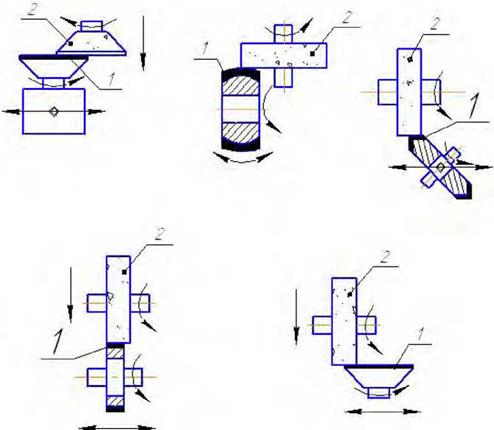
Механическая правка абразивным инструментом
Такая правка осуществляется преимущественно кругами (рисунок 13.10), но можно применять и абразивные бруски.
Рекомендуемые режимы правки шлифовальными кругами:
— скорость алмазного круга 1 — 2 м/с;
— скорость абразивного круга 30 — 35 м/с;
— продольная подача 1 м/мин;
— поперечная подача 0,002 — 0,03 мм/дв. ход.
Материал зерен абразивного круга на керамической связке — 63 С или 24 А.
|
Рисунок 13.10 — Схемы правки шлифованием абразивными кругами (2), алмазных кругов (1) различной формы |
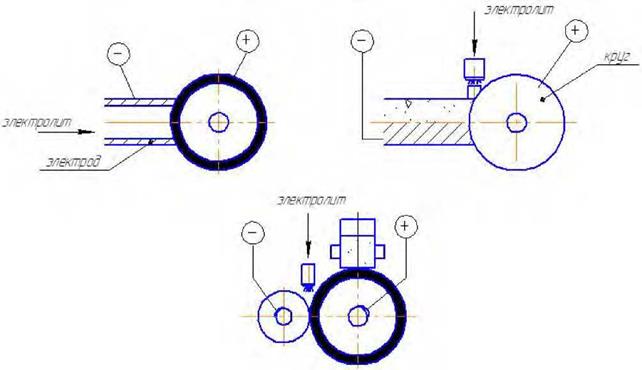
Электрохимическая правка характеризуется высокой точностью, применима для кругов на металлической и металлоорганической связке.
Сюда относится электролитическая правка с использованием обратной схемы электролитического шлифования: круг — анод, а катод — деталь в виде пластины, трубы, круга (рисунок 13.11) и химическое травление в растворе щелочей и кислот.
Химическое травление эффективно очищает рабочую поверхность инструмента, но не восстанавливает ее необходимый профиль.
Правку кругов из эльбора и алмаза на металлической связке производят шлифованием кругами из зеленого карбида кремния или электроабразивной обработкой.
Электроабразивная правка производится металлоабразивными кругами в виде, например, ролика из карбида кремния зеленого на металлической связке.
Шлифовальный и правящий круги электрически изолируются от станка, а затем подсоединяются шлифовальный круг к отрицательному полюсу источника тока, правящий — к положительному полюсу. Среда диэлектрическая (трансформаторное или веретенное масло). Предварительная правка для устранения биения вновь установленного круга осуществляется при напряжении от 18 до 24 В и силе тока от 40 до 50 А; окончательная правка для придания кругу заданной конфигурации и получения требуемой точности размеров — при напряжении от 5 до 10 В и силе тока от 8 до 12 А (с отключением подачи среды). В процессе работы круги подправляются при напряжении от 12 до 18 В и силе тока от 40 до 50 А.
|
Рисунок 13.11 — Схемы электролитической правки |
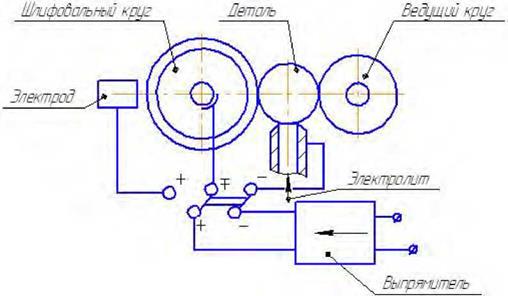
Электроэрозионная правка
Это тепловое разрушение связки электрическими разрядами (рисунок 13.12). Во время правки алмазный круг «+», электрод «-».
|
Рисунок 13.12 — Схема электроэрозионной правки алмазного круга при бесцентровом шлифовании |