
 |
Большое число переменных параметров, влияющих на процесс шлифования, не позволяют в настоящее время произвести точный теоретический расчет параметров оптимального режима. Поэтому используют экспериментальные формулы, позволяющие учесть все основные условия шлифования.
Методика такого расчета заключается в следующем. Для данного условия шлифования принимают величину окружной скорости VKp круга и подачи (продольной для круглого шлифования, поперечной для плоского). Скорость же детали рассчитывают, используя экспериментальные зависимости выходных параметров процесса (шероховатость, точность, температура, силы или мощность, себестоимость операции) от параметров режима и графически определяют ее оптимальное значение, дающее наибольшую производительность (Vd ■ t = max). Обычно указанные зависимости имеют следующий вид.
Шероховатость: Ra = Ca ■ VXa ■ VYa ■![]() tZa ■ SUa
tZa ■ SUa
 Точность: ■ tZp
Точность: ■ tZp![]() < j ■ a ■8
< j ■ a ■8
где 8 — допуск на размер шлифуемой поверхности; j — жесткость системы СПИД;
а < 1,0 — часть допуска, используемая в связи с отжимом детали.
Температура: 0° = C® • • V<f0 • tZ0 • SЦ®-
Мощность вращения круга (эффективная мощность):
N > P • У
э — z кр
Себестоимость шлифования:
C = Р(‘тш +To) + Cc • УКХ • УдС • ‘ZC • • в • G,
где р — минутная зарплата станочника; Ттах — максимальное время операции;
To — вспомогательное время;
в — расходы на амортизацию круга;
G — масса материала снятого за период шлифования.
Решая каждую из зависимостей относительно Уд, получим выражение
вида: Уд < —, tk
где: А — постоянная и известная величина для конкретных условий шлифования при уже выбранных (назначенных) значениях Укр и SKp;
к — показатель степени.
Например, при заданной чертежом детали Ramax имеем:


Ra
г^ т/Xa +Za c<Ua ’
Ca • Укр •t • Sкр
 |
||
находим Уд <
Оптимальные значения Vg и t определяют построением в двойной логарифмической системе координат зависимости Vg = f (t) для каждого из ограничивающих параметров (рисунок 13.2).
|
|
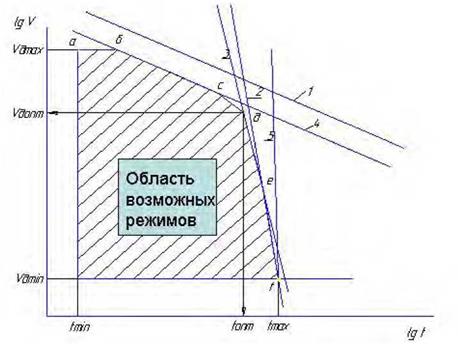
1 — точность; 2 — мощность; 3 — температура;
4 — шероховатость; 5 — себестоимость Рисунок 13.2 — Схема области допустимых режимов шлифования
Область возможных величин и t определяется многогранником abcdef, причем оптимальными будут режимы, при которых У^ • t = max. В рассматриваемом случае т. д. Значения Уд и Уд. берут из паспорта шлифо-
max
вального станка.
В практике для назначения оптимальных режимов шлифования используют рекомендации справочников и следующий алгоритм.
Оптимальным режимом резания при шлифовании считают режим, обеспечивающий высокую производительность, минимальную себестоимость и получение необходимого качества обработанной поверхности.
Исходными данными для определения режима резания при шлифовании являются:
1) сведения об обрабатываемом материале и размерах шлифуемой
поверхности;
2) припуск на обработку;
3) требования к точности размеров;
4) требования к качеству обработанной поверхности;
5) паспортные данные станка.
Режим резания назначается в следующем порядке:
1 Выбор материала абразивных зерен шлифовального круга осуществляется в зависимости от обрабатываемого материала (электрокорунд — для шлифования стали, ковкого чугуна, заточки режущего инструмента из быстрорежущих сталей; карбид кремния черный — для серого чугуна, бронзового и алюминиевого литья; карбид кремния зеленый — для твердых сплавов и т. д.).
В зависимости от требований к качеству поверхности выбирают зернистость. Наиболее употребительны при обработке деталей в машиностроении и заточке инструмента зернистости F46 — F100. Для грубых работ применяют зернистость F36 и крупнее, для высокого класса точности и шероховатости F120 — F220.
С достаточной степенью точности осуществить предварительный расчет зернистости абразивного круга по заданному чертежом детали параметру шероховатости Ra можно, используя следующие формулы [23].
Для диапазона изменения параметра шероховатости Ra = 0,075 + 0,4 мкм
— формулу: = 77 • 10-4 • Ra1,7, а для Ra = 0,4 + 5,0 мкм — выражение:
= 2,4 • 10 -4 • Ra0,46, где Ra -[мкм]
Причем эти зависимости могут быть использованы с достаточной степенью точности для различных условий, а именно:
а) для всех материалов абразивных зерен;
б) для любого вида шлифования абразивными кругами (круглое наружное и внутреннее, плоское периферией и торцем круга, бесцентровое);
в) для всех групп обрабатываемых металлических материалов.
Зернистость алмазных кругов более точно можно выбрать по следующим
выражениям.
Для кругов на органической связке независимо от вида обработки твердого сплава (шлифование, заточка, доводка) —
dз = 3,3 • 10-4 • Ra0’833;
Для кругов на металлической связке —
dз = 1,7 • 10-4 • Ra0’6;
Для кругов на керамической связке —
dз = 4,35 • 10-4 • Ra0’6,
где Ra — в мкм.
Для разрезных кругов и точных работ применяют вулканитовую и бакелитовую связки, в большинстве же случаев выбирают круги на керамической связке.
Твердость кругов должна обеспечить частичное самозатачивание. Чем тверже обрабатываемый материал, тем быстрее затупляются зерна, тем мягче должен быть круг.
При обдирочном шлифовании чаще всего применяют круги, имеющие твердость O-Q, при чистовом и получистовом — I-M, при заточке инструмента — J-N.
Структура кругов должна иметь большую пористость для более пластичных материалов. Для заточки инструментов из быстрорежущих сталей — № 5, 6; для отрезки и обработки торцом круга — № 7,8,9; для фасонного шлифования — № 3, 4. Плотные структуры необходимы здесь для сохранения формы инструмента.
Для алмазных кругов существенное значение имеет выбор концентрации. При небольшом объеме металла, например, для ручной заточки и доводки можно применять круги с 25-50%-й концентрацией. Для чистового шлифования, заточки и доводки инструмента применяется концентрация от 75% до 100%; при фасонном шлифовании концентрация повышается до 150-200%. В зависимости от свойств обрабатываемого материала выбираются связка и наполнитель.
2 Выбор поперечной подачи Snon (или глубины резания t) определяется
требованиями к качеству обработки (в пределах от 0,005 до 0,009 мм/дв. ход).
3 Определение числа проходов для снятия припуска осуществляется, исходя из его величины и требований к качеству обработанной поверхности.
4 Назначение продольной подачи Snp в долях ширины круга в зависимости от требований к качеству обработки (Snp = K • B),
где B — ширина круга.
5 Выбор скорости вращения изделия Vu.
При черновом шлифовании скорость определяется исходя из принятых t, Snp и стойкости T = 25 — 50 мин. При чистовом шлифовании из необходимости обеспечения заданной шероховатости. Обычно Vu = 40 — 80 м / мин.
6 Установление скорости круга по его характеристике, но не выше допустимой величины рабочей скорости, указанной на его маркировке.
7 Выбор смазочно-охлаждающей жидкости. СОЖ выбирают, руководствуясь рекомендациями справочников и практики шлифования.
8 Определение силы резания и мощности, необходимых для осуществления процесса шлифования. Необходимые сведения для определения силы резания и мощности приведены в соответствующей справочной литературе
9 Корректировка выбранных режимов по паспорту станка. При недостаточной мощности шлифования изменяются скорость вращения изделия Vu или
подача S.
|
Nуд *’ |
10
Проверка условия шлифования без прижогов по удельной мощности, приходящейся на 1 мм ширины круга
Значения N уд приводятся в справочной литературе.
11 Определение машинного времени. Машинное время рассчитывают по формулам для соответствующего вида шлифования.
Контрольные вопросы и задания
1 Дайте определение оптимального режима резания при шлифовании.
2 Перечислите исходные данные для определения режима резания при шлифовании.
3 Перечислите порядок выполнения этапов по определению режима резания при шлифовании.
4 Какую твердость должны иметь круги при обдирочном шлифовании?
5 Какую твердость должны иметь круги при получистовом и чистовом шлифовании?
6 Какую твердость должны иметь круги при заточке инструмента?
7 Чем определяется значение поперечной подачи?
8 Чем определяется значение продольной подачи?