
Предназначено для снятия тонких (0,005-0,030мм) слоев металла и улучшения качества обработанной поверхности.
При МАП деталь и порошок, обладающий одновременно ферромагнитными и абразивными свойствами, помещают между полюсами электромагнита. Детали, порошку и полюсам магнита сообщают относительные движения, характер и интенсивность которых зависит от габаритов и формы обрабатываемых поверхностей (рисунок 12.45).
А
|
|
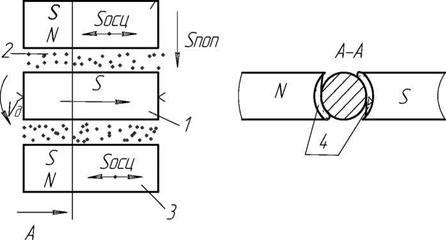
1 — заготовка; 2 — зазор; 3 — магниты; 4 — абразивные зерна Рисунок 12.45 — Схема магнитоабразивного полирования
Можно полировать самые разнообразные поверхности (плоские, вращения наружные и внутренние, фасонные).
Параметры магнитного поля и режимов:
— магнитная индукция в рабочем зазоре, Т……………………………………………………………………………………….. 0,6 — 1,8;
— рабочий зазор, мм………………………………………………………………………………………………………………………….. 0,3 — 3,0;
— размер зерен порошка, мм…………………………………………………………………………………………………………………. 0,05 — 0,3;
— размерный съем, мм……………………………………………………………….. 0,005 — 0,03;
— давление порошка на деталь, Мпа…………………………………………………………………………………………………. 0,8 — 1,0;
— скорость вращения детали, Уд, м/с……………………………………………………………………………………………………… 0,15 — 5,0;
— движение осцилляции, Боец, м/с……………………………………………………………………………………………………… 0,01- 0,50;
— амплитуда осцилляции, мм……………………………………………………………………………………………… 0,3 — 3,0.
Инструмент — абразивные порошки, обладающие, кроме всего прочего, высокой магнитной индукцией насыщения, магнитной проницаемостью.
Для МАП в серийном, крупносерийном и массовом производстве применяют двухкомпонентные материалы, получаемые методом порошковой металлургии.
Наибольшей производительностью обладают порошки на железной основе с добавлениями карбида титана или электрокорунда: Fe +10%TiC; Fe + 20%Al2O3.
Достигаемый уровень шероховатости до Ra = 0,05 мкм с исходного уровня Ra = 1,25 мкм при обработке стали ШХ15.